Introduction
Walk into most manufacturing facilities today and you'll find a familiar problem: CNC machines running independently of the ERP system, shop floor data still recorded on paper, and operators making critical decisions without real-time visibility into what's happening three machines down. This fragmentation isn't just inconvenient—it's one of the biggest hidden drains on productivity and profitability in modern manufacturing.
Unplanned downtime alone costs the world's 500 largest companies approximately $1.4 trillion annually, or 11% of their revenues. On top of that, production supervisors waste 2-3 hours per shift manually gathering data from disconnected systems, and 98% of manufacturers report data integrity issues that impact collaboration and productivity.
This guide explains what manufacturing systems integration is, the four types you need to understand, the operational challenges it solves, how to implement it effectively, and what to look for in an integration partner who can connect your entire facility, from legacy machines to modern enterprise software.
Key Takeaways
- Systems integration connects machines, software, and workflows so data flows seamlessly across your facility
- Disconnected systems cause unplanned downtime costing up to $500,000 per hour, plus data errors and communication gaps
- Four integration types cover the full stack: horizontal, vertical, end-to-end, and machine-level (DNC/IIoT)
- Success depends on clear KPIs, open standards (MTConnect, OPC UA), and a phased rollout
What Is Manufacturing Systems Integration?
Manufacturing systems integration connects machines, control systems, and enterprise software—ERP, MES, and beyond—so that every component of a production environment shares data and operates as one system. Without it, each layer runs independently, and the visibility gaps between them cost time, money, and output.
Understanding IT vs. OT Integration
Integration spans two technology layers that have historically never been designed to work together:
Operational Technology (OT) covers the physical production layer: CNC machines, sensors, PLCs, and control systems (ISA-95 Levels 0–3). This is where raw machine data is generated, in real time, on the shop floor.
Information Technology (IT) covers enterprise business systems—ERP, SCM, and analytics platforms (Level 4)—where production is planned, scheduled, and tracked against customer commitments.
The core problem: machines couldn't talk to business systems, and ERP platforms had no visibility into actual shop floor conditions. Manufacturing data is inherently non-uniform, making it difficult for enterprise software to process without purpose-built integration architecture bridging the two layers.
Why Integration Became Essential
That OT/IT disconnect was manageable when production environments were simpler. As machines, software, and supply chains have grown more complex, manual handoffs between disconnected systems simply can't keep pace—and the cost of that gap is measurable.
According to ABB research, 83% of industry leaders say unplanned downtime costs at least $10,000 per hour, and 76% put that figure as high as $500,000 per hour. When OT and IT systems are siloed, you lose the ability to detect problems early, respond before they escalate, or use historical data to prevent the same failure twice. Integration closes that gap.
Common Operational Challenges Manufacturers Face
Manufacturers operating without integrated systems face three compounding challenges that drive up costs, delay shipments, and erode customer confidence.
Reactive Maintenance and Invisible Downtime
Machine downtime caused by reactive maintenance remains the single largest destroyer of manufacturing productivity. Operators and managers often don't know a machine has gone idle or failed until production has already been impacted—sometimes hours later when the shift report finally makes it to the office.
44% of industrial leaders experience equipment-related interruptions at least monthly. Without real-time machine status visibility, facilities operate blind, discovering problems only after they've cascaded into delayed shipments and missed commitments.
The ERP Data Accuracy Problem
When shop floor data is entered manually into business systems—or not entered at all—production scheduling, inventory, and job costing become unreliable. The result is poor forecasting, missed deadlines, and customer commitments based on guesswork rather than reality.
As of 2020, 43% of manufacturers were still classified as "paper intensive", with only a small fraction considered fully digital. Manual data entry creates a lag between shop floor reality and what business systems report — long enough to make confident production forecasting nearly impossible.

The Paperwork and Communication Gap
Work orders, NC program revisions, and job status updates still rely on printed documents and verbal handoffs in many facilities. Version control errors, delays, and miscommunication between the shop floor and front office follow predictably.
The time cost adds up fast:
- Production supervisors spend 2–3 hours per shift gathering status data manually
- Plant managers lose 6–8 hours weekly building reports that could be automated
Those hours come directly out of time that could go toward solving production problems and driving real improvement.
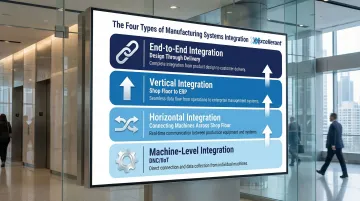
The 4 Key Types of Manufacturing Systems Integration
Successful integration requires addressing four distinct dimensions of connectivity, each solving different operational problems.
Horizontal Integration
Horizontal integration connects machines, workstations, and processes at the same operational level across the factory floor. For example, linking CNC machining cells, inspection equipment, and packaging lines so data passes seamlessly between production stages without manual re-entry.
Horizontal integration enables:
- Machine-to-machine communication in real-time
- Synchronized production across different work cells
- Automated handoffs between sequential operations
- Consistent data capture across parallel production lines
Vertical Integration
Vertical integration bridges operational data from the shop floor up to enterprise-level systems like ERP and SCM. This enables real-time synchronization between what's happening on the machines and what business systems use for scheduling, inventory, and customer commitments.
Key benefits include:
- Automated data flow from machines to ERP without manual entry
- Real-time production status visibility for planners and schedulers
- Accurate job costing based on actual machine run times
- Reliable inventory updates as parts complete production
End-to-End Integration
End-to-end integration creates a seamless data thread from product design and engineering (CAD/PLM) through production, quality control, and delivery. This enables full traceability and data-driven continuous improvement across the entire product lifecycle.
End-to-end integration supports:
- Engineering changes automatically reflected in production
- Quality data traced back to specific design revisions
- Complete product genealogy for regulated industries
- Closed-loop feedback from production to design teams
Machine-Level Integration (DNC and IIoT Connectivity)
Machine-level integration is the foundation all three layers above depend on. This is where CNC machines, legacy equipment, and modern controllers connect via DNC (Distributed Numerical Control) networks and IIoT protocols.
If a machine can't send or receive data, no higher-level integration is possible. This layer is especially critical given that over 70% of manufacturing equipment in North America is more than 20 years old. That reality demands retrofit strategies built for legacy RS-232 serial connections, proprietary protocols, and mixed-fleet environments.
Modern machine-level integration uses open standards:
- MTConnect — Connects manufacturing equipment from any vendor without licensing fees, using a common data schema built specifically for machine tools
- OPC UA — Enables secure, cross-vendor communication across platforms, with built-in authentication and encrypted data transport
- MQTT — Handles high-frequency machine data over low-bandwidth connections, making it practical for remote or resource-constrained equipment
How Systems Integration Solves These Challenges
Integration delivers measurable improvements across every operational challenge manufacturers face.
Shifting from Reactive to Proactive Maintenance
Real-time machine data collection gives operators and managers live visibility into machine status, cycle times, and utilization. This shifts maintenance from reactive to proactive, sharply cutting unplanned downtime.
Machine monitoring has been shown to decrease unexpected breakdowns by over 60%. In one documented case study, a predictive maintenance model reduced total annual maintenance costs by 43.7% and cut equipment downtime by 73%—from 450 hours to just 120 hours.
When machines can alert operators to potential issues before failure occurs, teams can schedule maintenance during planned downtime rather than scrambling to respond to emergency breakdowns.
Eliminating Manual Data Entry and Improving ERP Accuracy
Integrating shop floor data directly with ERP systems eliminates manual data entry, improves job costing accuracy, and enables confident production scheduling. When the ERP knows in real-time what's running, what's complete, and what's delayed, forecasting becomes reliable.
As one machine shop owner put it: "The accuracy of information coming into our ERP system is exponentially better than what it was before. We have been able to improve the accuracy of our costs and increase our value to our customers."
Digitizing NC Program Management
Digital NC program management and DNC connectivity eliminate paper-based work orders and manual program transfers. The right program revision is delivered to the right machine at the right time, reducing setup errors, scrap, and rework.
Centralized file management with version control ensures that operators always have access to the latest approved programs, while programmers can instantly compare revisions to identify changes. For facilities subject to ISO 9000 or CMMC compliance requirements, this digital traceability is essential.
Improving Cross-Department Communication
Connecting shop floor events—machine stops, job completions, quality flags—to front office dashboards and alerts improves cross-department communication and accountability. Production managers, schedulers, and quality teams work from the same live data rather than end-of-shift reports.
One facility manager reported: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it." That kind of on-demand visibility keeps customer commitments from slipping through the cracks.
Maximizing Resource Utilization
Integration reveals which machines are underloaded, which operators are bottlenecked, and where scheduling adjustments can maximize throughput. Advanced OEE analytics make those decisions concrete by breaking down performance across three dimensions:
- Availability — tracks unplanned stops, changeovers, and idle time per machine
- Performance — compares actual cycle times against target rates by job and shift
- Quality — flags scrap and rework events tied to specific runs or operators

Manufacturers can compare results run-to-run, week-to-week, or year-to-year to spot trends before they become problems.
Best Practices for Implementing Manufacturing Systems Integration
Start with Clear Operational Goals
Before selecting any technology, define what success looks like in measurable terms—whether that's reducing unplanned downtime by 30%, eliminating manual data entry for job costing, or improving on-time delivery from 85% to 95%. Clear KPIs shape integration architecture and prevent scope creep.
Ask specific questions:
- What operational problem costs us the most money today?
- Which manual processes consume the most time?
- Where do communication breakdowns occur most frequently?
- What customer commitments do we struggle to meet consistently?
Audit Your Existing Systems First
Document what machines you have (including legacy equipment), what software is in use, what data currently flows where, and where the gaps are. This assessment prevents costly surprises mid-implementation and identifies which integration layer—machine, horizontal, vertical—to address first.
For mixed-fleet environments, this audit is critical. You need to know:
- Which machines support ethernet connectivity
- Which require serial communication
- Which need PLCs as intermediary devices
These details directly shape your hardware and protocol strategy before a single cable gets run.
Adopt Open Communication Standards
Use established standards such as MTConnect, OPC UA, or MQTT to ensure that machines and software from different vendors can communicate without proprietary lock-in. This interoperability lets your integration expand across additional machines or facilities without starting over.
Proprietary legacy systems were often designed specifically to prevent interoperability, locking manufacturers to specific vendors. Open standards eliminate this risk and reduce total cost of ownership by allowing supplier replacement without breaking the entire system.
Implement Defense-in-Depth Security
As OT and IT networks converge, security can't be an afterthought. NIST's defense-in-depth model layers people, technology, and operations controls together — and the ISA/IEC 62443 standard translates that model into specific requirements for industrial automation environments.
Security considerations include:
- Network segmentation between OT and IT layers
- Authentication and access controls for machine data
- Encrypted communications for wireless connections
- Regular security audits and vulnerability assessments
Pilot Before Full Rollout
Validate connectivity, data accuracy, and workflow changes in a controlled environment on a single line or machine cluster. Measure impact against your KPIs and use lessons learned to refine the approach before scaling facility-wide.
A phased rollout also gives your team time to build hands-on expertise with the system — which matters more than most integration plans account for. Staff who understand the platform from day one sustain it far better than those trained on a fully deployed system after the fact.

Choosing the Right Integration Partner
Selecting a partner requires balancing technical capability with domain-specific manufacturing knowledge.
Look for Both IT and OT Expertise
The convergence of IT and OT often creates organizational confusion around ownership and responsibility. Successful integration requires partners who understand both the shop floor (OT) and business systems (IT), not just one domain.
Key qualifications include:
- Deep experience with machine connectivity protocols and standards
- Ability to connect any machine brand or vintage, not just new equipment
- Hands-on implementation support, not just software licensing
- Ongoing technical assistance from experienced manufacturing professionals
- Understanding of real-time determinism and safety requirements unique to OT
Verify Mixed-Fleet Connectivity Experience
Many facilities run mixed fleets of old and new equipment. A capable integration approach must handle both legacy RS-232 serial connections and modern ethernet-enabled controllers under a single platform.
Ask potential partners:
- How many different machine brands have you connected?
- What's the oldest equipment you've successfully integrated?
- Do you support both wired and wireless DNC connectivity?
- Can you show examples of mixed-fleet implementations?
Prioritize Open Standards Over Proprietary Solutions
Partners committed to open standards (MTConnect, OPC UA) and transparent architectures ensure future flexibility and security. Avoid solutions that create new vendor lock-in or require proprietary hardware that limits your options as technology evolves.
Consider USA-Based Support
For manufacturers in aerospace, defense, and medical device production who can't afford downtime or data errors, responsive technical support matters. USA-based support teams understand domestic compliance requirements (CMMC, ISO 9000) and can provide rapid assistance during critical production issues.
Excellerant's team carries more than 30 years of machine tool networking experience—rooted in the company's origins as Macdac Engineering in 1991—and the capability to connect any mix of CNC machines, new or legacy, under one platform. That includes real-time machine data collection, DNC software with one-click revision compare, and shop floor to front office connectivity with no additional licensing fees per user.
Frequently Asked Questions
What is system integration in manufacturing?
Manufacturing systems integration is the process of connecting machines, control systems, and software platforms (ERP, MES) so all components work as a unified system. This enables real-time visibility, automated workflows, and direct data exchange between the shop floor and front office.
What are the 4 types of system integration?
The four types are horizontal integration (connecting machines across the shop floor), vertical integration (linking shop floor to enterprise systems like ERP), end-to-end integration (spanning design through delivery), and machine-level integration (DNC/IIoT connectivity between individual machines and networks). Each type addresses a distinct layer of the manufacturing environment, from individual equipment up to enterprise-wide visibility.
Can legacy machines be integrated into a modern manufacturing system?
Yes. Legacy CNC machines can be integrated using DNC protocols, IIoT adapters, and serial-to-ethernet converters. The key is choosing a partner experienced with mixed-fleet environments — over 70% of North American manufacturing equipment is more than 20 years old, so legacy connectivity is rarely optional.
How does systems integration help reduce machine downtime?
Integration collects real-time machine status data to enable proactive maintenance alerts, faster fault identification, and live production monitoring. Facilities that make this shift from reactive to preventive operations report downtime reductions exceeding 60% and maintenance cost savings above 40%.
How do I know if my manufacturing facility needs systems integration?
Common indicators include manual data entry between the shop floor and ERP, frequent unplanned downtime, paper-based work orders, inconsistent production reporting, and supervisors spending hours per shift collecting data by hand. If any of these sound familiar, integration can address them directly.