Introduction
Manufacturing is undergoing a fundamental shift. Industry 4.0 has moved from concept to operational reality on factory floors worldwide, driven by forces manufacturing leaders can no longer afford to ignore. The global smart factory market is projected to surge from approximately USD 104 billion in 2025 to nearly USD 170 billion by 2030, growing at a CAGR of roughly 10.2%[1].
This growth reflects pressure, not optimism. The U.S. manufacturing sector faces a projected 1.9 million worker shortfall by 2033[2], while operational costs keep climbing and supply chain disruptions remain unpredictable.
Smart factory automation addresses each of these pressures directly — enabling manufacturers to do more with fewer resources, respond faster to disruptions, and make data-driven decisions in real time. The gap between early adopters and late movers is widening. This article covers 10 innovations already delivering measurable results on the shop floor.
Key Takeaways
- Smart factory automation combines IIoT, AI, robotics, and real-time connectivity to make manufacturing faster, more precise, and adaptive
- Ten core innovations—from machine connectivity and digital twins to AMRs and computer vision—drive measurable performance gains across modern factories
- These technologies deliver maximum ROI when integrated as a connected ecosystem, not deployed in isolation
- Legacy machines can participate in smart factory systems through modern connectivity tools, eliminating full equipment replacement
- Manufacturers who start with machine connectivity and data collection reach ROI fastest
What Is Smart Factory Automation?
Smart factory automation integrates interconnected systems, real-time data collection, and intelligent decision-making into manufacturing operations. It goes well beyond traditional rule-based automation.
Where conventional automation executes pre-programmed, fixed tasks without broader system awareness, smart factories connect machines, sensors, and software into a unified data environment. The result: systems that detect changing conditions and adjust in real time, rather than simply repeating what they were told to do.
The National Institute of Standards and Technology (NIST) characterizes this ecosystem as a "Manufacturing Pyramid" where the product lifecycle, production lifecycle, and business cycle converge. Machine-level behaviors like self-awareness, reasoning, and self-correction drive operations — but only when data flows vertically from the shop floor up to enterprise systems[10]. That vertical data flow is exactly what the maturity stages below describe.
Four Maturity Levels of Smart Factory Evolution
Understanding where your facility currently stands helps chart the path forward. The widely recognized acatech Industrie 4.0 Maturity Index delineates six stages, which can be simplified into four practical levels[11]:
Level 1: Data Availability (Connectivity)
- Machines are networked and a basic digital infrastructure is in place
- Data is being collected but isn't yet actionable
Level 2: Data Contextualization (Visibility)
- Sensors capture real-time data creating a "digital shadow"
- You can answer: "What is happening right now?"
- Root-cause analysis explains why events occur
Level 3: Data Activation (Predictive Capacity)
- Future scenarios are simulated to anticipate events
- You can answer: "What will happen next?"
- Systems provide decision support
Level 4: Autonomous Action (Adaptability)
- Systems autonomously adjust to optimize outcomes
- Machines self-monitor and make corrections
- Human oversight focuses on exceptions and strategy

Most manufacturers are currently transitioning from Connectivity to Visibility, with advanced leaders pushing into Predictive Capacity[11]. The ten innovations covered in this guide map directly to these levels — several of them accelerate that climb significantly.
10 Groundbreaking Smart Factory Automation Innovations
These innovations represent the core building blocks of Industry 4.0—each one drives measurable gains in uptime, quality, efficiency, or cost when implemented strategically.
Innovation 1: IIoT-Enabled Machine Connectivity
IIoT connectivity is the foundational layer of any smart factory. Sensors and connected devices embedded across the factory floor collect and transmit real-time machine data, enabling every downstream innovation to function. Without this layer, AI can't analyze patterns, digital twins can't mirror reality, and predictive maintenance can't predict anything.
Critical capability to look for: Universal machine connectivity that supports any brand, new or legacy. McKinsey research indicates that 70% of existing plant assets can be sensor-enabled without full replacement[7], making retrofit-friendly connectivity essential for most manufacturers.
Excellerant is a purpose-built IIoT connectivity solution that enables real-time machine data collection and visualization across mixed-machine environments—including legacy CNC machines—without requiring equipment replacement.
With 30 years of machine tool networking experience, their platform supports protocols including MTConnect, OPC UA, Fanuc Focas, HAAS MNET, and Mazak Mazatrol, connecting everything from modern CNCs via simple ethernet to decades-old machines through serial communications or added PLCs.
Innovation 2: AI and Machine Learning for Predictive Maintenance
AI and machine learning algorithms continuously analyze sensor data to identify patterns that precede machine failures—enabling maintenance teams to intervene before breakdowns occur. This eliminates unplanned downtime and extends equipment lifecycles.
The numbers are hard to ignore: Deloitte research highlights that predictive maintenance can reduce unplanned downtime by 50% and decrease maintenance costs by up to 40%[3]. Implementation can extend equipment lifespan by 20–25%[3]. General Electric reported saving nearly $12 million annually after implementing predictive maintenance across its power plants[3].
The baseline cost establishes urgency: unplanned downtime costs an average of $22,000 per minute according to Aberdeen Group data[3], with the industry losing an estimated $50 billion annually to equipment failure[12].
Innovation 3: Advanced Robotics and Collaborative Robots (Cobots)
Cobots differ from traditional industrial robots—they're designed to work safely alongside human operators, adjusting speed and task parameters based on real-time proximity data. This makes them ideal for precision assembly, inspection, and repetitive hazardous tasks where full automation isn't feasible.
Market momentum: The cobot market is projected to grow from USD 970 million in 2023 to USD 7.2 billion by 2030, registering a CAGR of 28%[4]. Cobots accounted for 10.5% of the total 541,302 industrial robots installed worldwide in 2023[13].
The productivity and safety benefits are substantial. Cobots handle ergonomically taxing tasks, reducing injury risk while maintaining production speed. Their lightweight design allows easy relocation, supporting flexible manufacturing lines that can adapt to changing product mixes.

Innovation 4: Autonomous Mobile Robots (AMRs) and AGVs
AGVs follow fixed, pre-programmed paths using magnetic strips or floor wires. AMRs use sensors and mapping technology to navigate dynamically, adapting to real-time changes on the factory floor. This distinction matters significantly for operational flexibility.
Growth disparity: The AMR market is anticipated to grow at a CAGR of approximately 37% between 2023 and 2028, compared to 22% for AGVs[9]. The combined installed base of mobile robots is projected to surpass 2.7 million units by 2028[9].
Low-latency connectivity—such as 5G or private networks—enables AMRs to coordinate safely in real time, reducing material handling inefficiencies.
A Siemens and Mobile Industrial Robots collaboration demonstrated that AMRs operated an average of 22.3 hours per day, covering 106 km daily, freeing skilled workers for higher-value tasks[14]. With annual costs for 24/7 forklift operation exceeding $200,000[9], AMRs offer a clear path to reducing material handling overhead.
Innovation 5: Digital Twins
A digital twin is a real-time virtual model of a machine, production line, or entire factory—enabling operators to simulate process changes, predict system behavior, and test improvements without disrupting live operations. This accelerates decision-making and reduces the cost of experimentation in complex manufacturing environments.
Market trajectory: The global digital twin market is expected to expand from USD 21.14 billion in 2025 to USD 149.81 billion by 2030, growing at a CAGR of 47.9%[15]. By 2027, 40% of large industrial companies are predicted to use digital twins to drive revenue[15].
A Siemens case study with Cleveland Systems Engineering showed that using a digital twin for machine simulation cut allocated design time by 50% and reduced on-site commissioning time by 50%[16]. Another case involving ROJ Srl demonstrated that a comprehensive digital twin reduced New Product Introduction time by over 40% and increased production efficiency by 20%[17].
Innovation 6: Edge Computing for Real-Time Processing
Edge computing brings data processing physically closer to the machine or sensor rather than routing everything through a central cloud—resulting in faster response times and reduced latency for time-critical factory floor decisions.
Latency matters: Edge computing offers latency between 1–10 milliseconds, whereas cloud computing typically ranges from 50 milliseconds to over 200 milliseconds. This represents a latency reduction of up to 90% compared to 4G-based centralized systems[18].
Edge and cloud play complementary roles: edge handles real-time local decisions (like stopping a machine when a defect is detected), while cloud manages large-scale analytics, storage, and cross-facility reporting.
By 2025, 75% of enterprise data is expected to be processed at the edge[18]. The global industrial edge market is projected to grow from USD 21.19 billion in 2025 to USD 44.73 billion by 2030[19].
Innovation 7: 5G and Private Cellular Networks
5G and private networks provide the high-bandwidth, low-latency wireless infrastructure needed to support thousands of simultaneous connected devices, AMRs, and real-time video feeds on the factory floor. Wi-Fi struggles in dense metal environments; private 5G solves this.
Real-world impact: Ericsson's deployment at a German automotive plant delivered 99.9% network reliability, enabling AGV uptime of 99.8% and a 15% increase in overall equipment effectiveness (OEE)[20]. CIMPOR used private 5G to connect operations across three plants, saving up to $1 million per plant annually and unlocking $10–15 million in efficiency gains[21].
Analysys Mason estimates that almost 90% of existing private networks will use 5G by 2030[5], with three in four manufacturers intending to adopt private 5G networks to support applications not practical with Wi-Fi[22].
Innovation 8: Computer Vision and AI-Powered Quality Control
Computer vision systems use cameras and AI algorithms to inspect products and welds in real time—identifying defects at machine speed that human inspectors cannot match—and automatically triggering corrections before parts move further down the line.
Scrap and rework reduction: In a steel production case study, AI inspection improved defect detection accuracy from ~70% to over 98%, generating annual savings of over $2 million[23]. BMW implemented AI-driven inspection to detect paint surface flaws, reducing defects by nearly 40%[23]. Manufacturers using AI visual inspection report 15–20% cost savings within two years and 28% reductions in downtime[23].
The computer vision market was valued at USD 19.82 billion in 2024 and is projected to reach USD 58.29 billion by 2030, growing at a CAGR of 19.8%[24].

Innovation 9: AR and VR for Training and Maintenance
AR and VR provide immersive, hands-on training and step-by-step maintenance guidance overlaid onto real equipment—reducing training time, improving technician competency, and lowering the risk of errors on complex or hazardous tasks.
Training efficiency gains: Boeing reduced training time for wiring harness technicians by 75% using AR smart glasses[25]. A study on VR training effectiveness found it led to a 4X faster training completion rate compared to classroom learning[4]. GE Transportation found that workers using AR for maintenance tasks increased their productivity by 59%[26].
The connectivity dependency is significant: effective AR/VR requires networks with >270 Mbps throughput and <10 ms Round Trip Time for high-quality Cloud VR experiences[27]. Low-latency, high-bandwidth networks are essential to deliver smooth, responsive simulations without motion sickness.
Innovation 10: MES and ERP Integration (Cyber-Physical Systems)
Manufacturing Execution Systems (MES) serve as the operational nervous system connecting the shop floor to enterprise-level ERP platforms—enabling a real-time, bidirectional flow of production data between machines, supervisors, and business leadership.
Business impact: A case study in the automotive supply chain showed that MES-ERP integration reduced the order fulfillment cycle time from 24 hours to 8 hours (a 67% reduction)[28], with significant reductions in data entry errors and double entries, improving data accuracy.
Tight MES-ERP integration eliminates data silos, improves production forecasting accuracy, and allows faster response to supply chain or demand fluctuations. The MES market is projected to record the fastest growth among smart factory technology stacks, with a 10.03% CAGR through 2031[7].
What Makes These Innovations Truly Transformative
The compounding effect matters most. These innovations are not standalone tools — they form interconnected layers where IIoT data feeds AI models, AI decisions direct robotics, and robotics activity feeds back into digital twins. ROI grows as more layers are added, because each technology amplifies what the others can do.
That compounding value does not require a full equipment overhaul to start. McKinsey research indicates that 70% of existing plant assets can be sensor-enabled without full replacement[7]. Brownfield retrofits are accelerating across North America and Europe as the dominant digital transformation strategy. IIoT gateways and edge devices allow legacy machines to communicate with modern MES/ERP systems, bridging the gap between OT and IT[29].
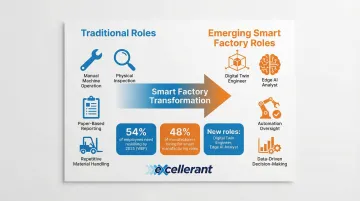
The technology shift also changes who does what on the shop floor. Smart factory innovations move human roles away from manual, repetitive execution toward oversight, analysis, and decision-making. The workforce implications are significant:
- The World Economic Forum estimates 54% of all employees will need significant reskilling by 2025[30]
- New roles like "Digital Twin Engineer" and "Edge AI Analyst" are already emerging
- 48% of manufacturers plan to hire additional workers specifically to manage smart manufacturing investments[8]
Technology adoption and workforce upskilling are equally critical — one without the other stalls the transformation.
How Manufacturers Can Start Implementing These Innovations
1. Establish a Data Baseline First
Before deploying AI or robotics, manufacturers need real-time visibility into what each machine is doing, when, and at what performance level. IIoT machine connectivity tools are the critical first investment here. Following the acatech model, firms must achieve Connectivity and Visibility (digital shadow) before attempting Predictive Capacity[11].
2. Pilot Before You Scale
With a data baseline in place, pilot one innovation on a single production line. Measure results against a defined metric — uptime, OEE, or defect rate — before expanding facility-wide. The business case is strong:
- Mid-size IIoT projects typically return investment within 18 months[31]
- AI visual inspection implementations have demonstrated ROI exceeding 1,900% in a single year[23]
3. Choose Integration-Ready Platforms
The platform you select will determine how far your investment can go. Prioritize solutions that support:
- Mixed-machine environments (new and legacy equipment)
- Open protocols like MTConnect and OPC UA
- US-based technical support to avoid vendor lock-in
Open standards keep manufacturers flexible and protect technology investments as operations grow.
Conclusion
These 10 innovations collectively represent the operational and competitive future of manufacturing. The gap between early adopters and late movers grows wider each year — companies with real-time data visibility and predictive capabilities are simply outpacing those still operating blind.
Start with the foundation: connecting machines and surfacing their data. Once that's in place, every subsequent layer — from predictive maintenance to digital twins — becomes more effective and delivers faster returns.
Manufacturers looking to begin or accelerate their smart factory journey can explore Excellerant's IIoT connectivity solutions — developed through more than three decades of machine tool networking experience (tracing back to 1991) to connect any machine, any brand, in any environment.
Frequently Asked Questions
What is smart factory automation?
Smart factory automation is the integration of IIoT, AI, robotics, and real-time data systems into manufacturing operations—enabling machines to communicate, self-monitor, and make or support autonomous decisions that improve efficiency, quality, and uptime.
What are the three components of a smart factory?
The three foundational components are: connected data infrastructure (IIoT sensors and machine connectivity), intelligent analytics (AI/ML systems that process and act on data), and automated execution (robotics and control systems that carry out decisions).
What are the top automation tools for smart factory automation?
Core categories include IIoT platforms, machine monitoring software, AI/ML analytics engines, robotic systems, and digital twin software. The right combination depends on the facility's maturity level and production goals.
What is the difference between a smart factory and traditional automation?
Traditional automation executes pre-programmed, fixed tasks without broader system awareness, while smart factory automation involves interconnected systems that share data, learn from it, and adapt operations in response to real-time conditions.
Can legacy CNC machines be integrated into a smart factory?
Yes, legacy machines can be connected to smart factory ecosystems using IIoT connectivity solutions and edge devices that support older protocols—no full equipment replacement required, and older assets can still feed real-time performance data into the broader system.
How does IIoT enable smart factory automation?
IIoT sensors and connected devices embedded in machines continuously collect and transmit performance data—creating the real-time data streams that AI, predictive maintenance, quality control, and autonomous systems depend on to function effectively.
References
[1] https://www.marketsandmarkets.com/Market-Reports/smart-factory-market-1227.html [2] https://nam.org/the-state-of-the-manufacturing-workforce-in-2025-33321/ [3] https://www.techrxiv.org/doi/full/10.36227/techrxiv.173532375.50630906/v1 [4] https://www.abiresearch.com/press/collaborative-robots-pioneer-automation-revolution-market-to-reach-us7.2-billion-by-2030 [5] https://www.analysysmason.com/contentassets/52df1446daca4cf2ba247edbe4470146/analysys_mason_unlock_private_5g_perspective_feb2023_rma17.pdf [6] https://www.grandviewresearch.com/industry-analysis/smart-factory-market [7] https://www.mordorintelligence.com/industry-reports/smart-factory-market [8] https://finance.yahoo.com/news/smart-factory-industry-research-2026-092700216.html [9] https://finance.yahoo.com/news/agv-amr-industry-landscape-2023-105300079.html [10] https://nvlpubs.nist.gov/nistpubs/ir/2016/nist.ir.8107.pdf [11] https://www.acatech.de/wp-content/uploads/2018/03/acatech_STUDIE_Maturity_Index_eng_WEB.pdf [12] https://us.mitsubishielectric.com/fa/en/resources/blog/assets/ai-delivers-smarter-maintenance-less-downtime/ [13] https://ifr.org/ifr-press-releases/news/how-robots-work-alongside-humans [14] https://www.robotics247.com/article/interroll_launches_conveyor_module_for_mir_robots_optimizes_own_internal_logistics_in_24_7_operations/fleet_management [15] https://www.marketsandmarkets.com/Market-Reports/digital-twin-market-225269522.html [16] https://resources.sw.siemens.com/en-US/case-study-cleveland-systems-engineering/ [17] https://resources.sw.siemens.com/en-US/case-study-roj/ [18] https://firecell.io/edge-computing-vs-cloud-latency-impact/ [19] https://www.marketsandmarkets.com/Market-Reports/industrial-edge-market-195348761.html [20] https://www.ericsson.com/en/blog/2026/1/the-data-driven-factory-how-private-5g-delivers-manufacturing-intelligence [21] https://www.ericsson.com/en/industries/manufacturing/manufacturing-customer-stories [22] https://www.gsma.com/solutions-and-impact/industries/connected-manufacturing/gsma_resources/private-5g-industrial-networks-2023/ [23] https://www.jidoka-tech.ai/blogs/ai-visual-inspection-case-studies-roi [24] https://www.grandviewresearch.com/industry-analysis/computer-vision-market [25] https://www.ptc.com/en/case-studies [26] https://www.capgemini.com/gb-en/wp-content/uploads/sites/5/2022/11/Augmented-virtual-reality.pdf [27] https://www.etsi.org/deliver/etsi_gs/F5G/001_099/013/01.01.01_60/gs_F5G013v010101p.pdf [28] https://www.researchgate.net/publication/321980105_Integration_of_MES_and_ERP_in_supply_chains_Effect_assessment_in_the_case_of_the_automotive_industry [29] https://www.sciencedirect.com/science/article/abs/pii/S0360835224006041 [30] https://www.weforum.org/reports/the-future-of-jobs-report-2020/ [31] https://www.deloitte.com/us/en/insights/industry/manufacturing-industrial-products/supporting-us-manufacturing-growth-amid-workforce-challenges.html