Introduction
Manufacturing organizations today face relentless pressure to cut costs, prevent unplanned downtime, and meet increasingly strict quality and compliance standards. Ad-hoc oversight—relying on operator memory, paper logs, and shift reports—no longer cuts it in environments where a single hour of downtime can cost up to $1.7 million.
The real value of process monitoring isn't in the technology itself — it's in what changes operationally: faster decisions, fewer errors, and problems caught before they become costly.
This article walks through 9 benefits of process monitoring systems.
Key Takeaways
- Process monitoring systems collect and analyze machine and production data in real time, giving organizations direct visibility into shop floor activity
- Key benefits include reduced machine downtime, improved product quality, lower production costs, and stronger data-driven decision-making
- Consistent monitoring shifts operations from reactive firefighting to proactive problem prevention
- Operational and financial returns grow the longer monitoring is applied consistently
What Is a Process Monitoring System?
A process monitoring system is the continuous or periodic collection and analysis of data from machines, equipment, or production steps to track performance and flag deviations in real time.
It applies wherever process consistency directly affects output quality or cost:
- Manufacturing plants and CNC machine shops
- Aerospace and defense production lines
- Medical device facilities
- Any environment where repeatability matters
The goal isn't data collection for its own sake. It's turning raw machine activity into signals that operations teams can actually act on. When a parameter drifts outside tolerance, when a cycle time stretches longer than expected, or when a machine starts degrading—monitoring surfaces those issues before they become costly problems.
9 Benefits of Process Monitoring Systems
Each benefit below is tied to a measurable operational outcome, not a theoretical gain. The value multiplies when applied consistently across shifts, machines, and facilities.
Benefit 1: Reduces Machine Downtime
Real-time machine state monitoring allows operators and managers to detect performance degradation, irregular running states, or early failure indicators before a full breakdown occurs—shifting maintenance from reactive to predictive.
How it works in practice:
Data from connected machines surfaces patterns that trigger alerts before downtime happens:
- Unusual cycle times that signal tool wear or spindle issues
- Unexpected idle states indicating feed problems or operator intervention
- Power fluctuations suggesting electrical or motor degradation
These alerts enable scheduled maintenance windows rather than emergency shutdowns.
Why this is a benefit:
Unplanned downtime costs industrial manufacturers an estimated $50 billion annually. Individual incidents can cost up to $1.7 million per hour for large enterprises, with 55% of U.S. manufacturers reporting unplanned downtime events in the past year. Even marginal downtime reduction has outsized revenue impact in high-volume production.

KPIs impacted:
- Machine availability
- Mean time between failures (MTBF)
- Overall equipment effectiveness (OEE)
- Production hours lost per month
When this benefit matters most:
High-mix, high-volume CNC environments where each machine represents a critical production node. Facilities running multiple shifts where downtime compounds overnight without visibility. Excellerant's real-time machine data collection and IIoT connectivity enables exactly this kind of always-on monitoring across any mix of new or legacy equipment.
Benefit 2: Improves Product Quality and Reduces Variability
Consistent product quality requires consistent process conditions. Process monitoring enforces this by continuously comparing actual machine and production parameters against set specifications, flagging deviations before they affect finished parts.
The mechanism:
When sensors or software detect that a parameter—cycle time, feed rate, temperature, pressure—has drifted outside tolerance, alerts allow operators to intervene before entire batches or part runs are compromised.
Why this is a benefit:
Quality failures carry significant financial consequences. Lockheed Martin achieved a 46.9% reduction in scrap and rework costs by implementing real-time quality integration. In medical device production, scrap rates can reach 15% on specific lines, resulting in financial impacts exceeding $800,000 annually.
Quality consistency directly affects customer retention and contract performance in regulated industries like aerospace or medical devices, where non-conformance carries contractual or regulatory consequences.
KPIs impacted:
- Defect rate
- Scrap and rework costs
- First-pass yield
- Customer return rate
- Quality audit scores
When this benefit matters most:
Precision manufacturing environments (aerospace, defense, medical) where tolerance windows are narrow and non-conformance carries significant contractual or regulatory consequence.
Benefit 3: Enables Data-Driven Decision Making Across the Organization
Process monitoring bridges the gap between shop floor activity and front-office decisions. Production data captured in real time feeds ERP systems, scheduling tools, and management dashboards with accurate information—replacing manual estimates and shift reports.
How this plays out:
Managers no longer rely on operator memory or paper logs to answer questions about job status, machine utilization, or production pace. The data is timestamped, traceable, and available across departments simultaneously.
Why this is a benefit:
70% of manufacturers still rely on manual processes to collect data, creating significant information lags and error risks. Automated monitoring enables real-time visibility that can double the amount of actionable data collected.
Accurate, real-time data enables faster scheduling, better resource allocation, and more confident production forecasting.
KPIs impacted:
- ERP data accuracy
- Forecast reliability
- Scheduling efficiency
- Resource utilization rates
- Lead time accuracy
When this benefit matters most:
Multi-machine or multi-shift facilities where information hand-offs between operators, supervisors, and planners are frequent and where data lag creates costly misalignments in scheduling or procurement.
Benefit 4: Boosts Operational Efficiency of Mechanical Processes
Monitoring provides a clear picture of how machines are actually being used versus how they should be used—identifying underutilization, unnecessary idle time, or suboptimal run conditions that would otherwise go unnoticed.
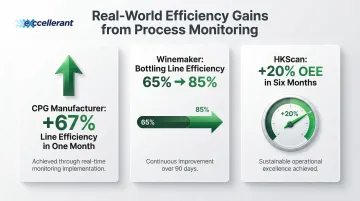
Real-world impact:
- A consumer-packaged goods manufacturer achieved a 67% increase in line efficiency in one month using real-time asset monitoring
- A winemaker improved bottling line efficiency from 65% to 85% by implementing real-time production monitoring to identify root causes of stoppages
- HKScan improved OEE scores by an average of 20% in six months on packaging lines after switching from paper-based monitoring to automated software
KPIs impacted:
- Machine utilization rate
- OEE
- Parts-per-hour output
- Energy consumption per unit produced
Even modest efficiency gains across a fleet of machines translate to meaningful throughput increases over time.
Benefit 5: Lowers Risk of Equipment Damage
Temperature, pressure, power, and vibration monitoring provide early warning of conditions that could physically damage equipment or tooling—enabling intervention before secondary damage occurs and extending asset lifespan.
Proven results:
- Predictive maintenance analytics improved Mean Time Between Failures (MTBF) by 85% (from 52 to 96 days) in heavy manufacturing environments
- A major power plant prevented a $4.8 million turbine failure by using vibration monitoring to detect bearing degradation six weeks before a potential catastrophic event
- Comprehensive condition monitoring can prevent 94% of catastrophic equipment failures within four months of deployment
Non-intrusive monitoring costs far less than unplanned equipment replacement—and its impact compounds through reduced maintenance spend and extended capital asset life.
KPIs impacted:
- MTBF
- Maintenance cost per unit
- Capital asset lifespan
- Emergency repair frequency
Benefit 6: Enhances Employee Safety
Process monitoring in environments involving hazardous materials, high-pressure systems, or dangerous equipment provides safety alerts that protect workers from exposure to conditions that exceed safe thresholds—reducing workplace incident rates.
The cost of unsafe conditions:
The U.S. manufacturing industry incurs $8.32 billion annually in direct costs for serious, non-fatal workplace injuries. The leading causes include overexertion involving outside sources ($1.90 billion) and falls on same level ($1.37 billion).
Why this matters operationally:
Lost-time injuries reduce capacity, increase liability exposure, and affect the facility's ability to attract and retain skilled operators. Automated monitoring creates a safer environment by design—reducing the need for technicians to manually check rotating machinery or hazardous conditions.
KPIs impacted:
- Lost-time injury rate
- OSHA recordable incident rate
- Workers' compensation costs
- Operator turnover rate
Benefit 7: Minimizes Production Costs
Efficient process monitoring reduces waste at the source. Machines running at optimal parameters consume less energy, generate less scrap, and require fewer emergency maintenance interventions—all of which carry direct cost implications.
Documented savings:
- A predictive maintenance implementation reduced maintenance costs per unit by 38% (from $12.50/ton to $7.80/ton) in a steel manufacturing case study
- A steel facility generated $850,000 in annual operational savings through predictive maintenance analytics
- A medical device manufacturer targeted a 50% reduction in scrap levels to save over $800,000 annually

These savings accumulate month over month. A facility running consistent monitoring across 12 machines can see meaningful margin improvement within the first year—without adding headcount or capital equipment.
Benefit 8: Reduces Material Variability and Input Inconsistency
Even when sourcing materials from consistent suppliers, real-world variation is inevitable. Process monitoring helps identify when input materials are causing output deviations, allowing operations teams to adjust process parameters before defective parts are produced.
Why this matters:
Materials and components typically constitute 20-50% of the overall manufacturing cost for medical devices. In additive manufacturing, material costs are a major driver, second only to machine costs.
The value:
This benefit is especially valuable where raw material costs are high or where regulatory traceability demands documented evidence that process conditions stayed within specification. Advanced CNC monitoring can detect variations in material properties—such as hardness—and flag the need to adjust cutting parameters before tolerances are broken.
KPIs impacted:
- Scrap rate attributed to material variation
- Rework hours per job
- Raw material yield
- Traceability documentation completeness
Benefit 9: Mitigates Legal, Compliance, and Liability Risk
Documented process monitoring creates an auditable record of how products were made—what conditions existed, when deviations occurred, and how they were addressed. This is critical for compliance in regulated industries and for defending against liability claims.
Regulatory requirements:
- FDA 21 CFR Part 820 requires manufacturers to establish procedures for identifying valid statistical techniques to verify the acceptability of process capability and product characteristics
- ISO 13485 mandates documented procedures for traceability to track the history of medical devices, critical for recalls and safety investigations
- AS9100 aerospace quality standard requires robust configuration management and traceability to ensure product safety and conformity

The stakes:
Medical device recalls have been on an upward trend, with nearly 900 recalls in 2022, a 125% increase compared to 2012. Inadequate records and lack of traceability are frequent contributors to compliance failures and warning letters.
In industries such as medical device manufacturing, aerospace, or food production, the absence of monitoring records can itself constitute a compliance failure. A well-maintained monitoring record doesn't just satisfy auditors—it provides the documented chain of evidence that can distinguish a manageable non-conformance from a full product recall.
What Happens Without Process Monitoring
The default state without a monitoring system: operations run on assumptions, anecdotal feedback, and after-the-fact reports. Problems are discovered when they've already caused downtime, scrap, or customer complaints rather than before.
The Compounding Nature of the Risks
- Undetected equipment degradation accelerates damage, turning minor issues into catastrophic failures
- Undocumented quality deviations become costly recalls or customer returns
- Manual data collection introduces ERP inaccuracies that cascade into scheduling errors and missed delivery windows
- Operators and supervisors spend time chasing information instead of solving problems
The Organizational Cost
Without monitoring data, managers cannot confidently forecast production capacity, justify capital expenditures, or hold processes accountable to targets. Reactive firefighting becomes the norm, and scaling becomes structurally difficult. Each of these gaps is exactly what a process monitoring system is designed to close.
How to Get the Most Value From Process Monitoring
A process monitoring system only delivers its full benefit when the data it generates is acted upon consistently. Alerts that go unacknowledged and dashboards that go unreviewed produce no operational change — the monitoring investment stalls before it pays off.
Monitoring works best when integrated into daily operational rhythms:
- Shift-level reviews of machine performance data
- Regular comparison of actual versus target OEE
- Direct connection between monitoring outputs and maintenance scheduling
- Real-time alerts routed to the right person at the right time

The right platform makes those habits easier to build and sustain. Excellerant's machine monitoring software surfaces real-time data through role-appropriate views — operators see machine status, supervisors track OEE trends, and front-office teams access utilization reports without waiting for a manual summary. The Shop Floor Interface, Shop Summary Dashboard, and advanced utilization reports are built to fit into the operational workflow directly, so monitoring becomes a daily input rather than a periodic review.
Conclusion
The value of process monitoring lies in visibility, control, and consistency. Each of the nine benefits outlined is a downstream result of having reliable, real-time data flowing from machines to the people and systems that need it.
The advantages are not one-time gains. They compound as monitoring becomes embedded in daily operations and as the organization builds the habit of acting on what the data reveals. Downtime prevention improves as patterns become clearer. Deviations get caught earlier, tightening quality consistency over time. With data replacing guesswork, decisions happen faster and with more confidence.
In competitive manufacturing environments, process monitoring is not an optional upgrade. Facilities that act on real-time data build the operational consistency needed to scale — while those without it spend their time catching up to problems they could have prevented.
Frequently Asked Questions
What is the purpose of industrial monitoring?
Industrial monitoring exists to give operators and managers continuous visibility into machine and process performance so that deviations, failures, and inefficiencies are caught early—before they cause downtime, defects, or safety incidents. It shifts operations from reactive to proactive.
What are the 5 elements of condition monitoring?
The five commonly cited elements are vibration analysis, oil/lubrication analysis, thermography (temperature monitoring), ultrasound detection, and visual/performance inspection. Modern process monitoring systems can automate several of these continuously, triggering real-time alerts when conditions exceed safe thresholds.
What is a process monitoring system in manufacturing?
A process monitoring system collects real-time data from machines, equipment, and production steps, compares it against set parameters, and alerts operators to deviations. This enables proactive management of quality, efficiency, and equipment health—replacing guesswork and unplanned repairs with data-driven decisions.
How does process monitoring help reduce machine downtime?
Monitoring systems track machine state, cycle patterns, and performance indicators in real time, surfacing early signs of degradation before they cause failures. This lets maintenance teams schedule repairs proactively, preventing emergency shutdowns and extending equipment life.
What KPIs does process monitoring improve?
The primary metrics impacted include OEE, machine availability, first-pass yield, scrap rate, production cost per unit, ERP data accuracy, and mean time between failures.
How is process monitoring different from process control?
Monitoring observes and records what is happening in a process, while control takes automated or manual action to adjust it. The two work together: monitoring provides the data that makes intelligent control possible, creating a feedback loop that keeps processes running within spec.