
That gap between knowing you need to modernize and knowing how is exactly where connected smart manufacturing comes in. This guide breaks down the key concepts, the technology stack, the real benefits, and the practical steps to get there — without the buzzword overload.
Key Takeaways
- Connected smart manufacturing links machines, systems, and people through real-time data to improve shop floor output and reduce waste.
- Core technologies include IIoT sensors, DNC systems, machine monitoring platforms, and ERP/MES integration.
- Key benefits: reduced downtime, better production forecasting, improved quality control, and eliminated manual data entry.
- Legacy machine integration, cybersecurity, and workforce adoption are the main hurdles — each manageable with a phased rollout.
What Is Connected Smart Manufacturing?
The term combines two distinct but related concepts.
Connected manufacturing links machines, systems, and people through digital technology so real-time data flows across the shop floor and out to business systems, planners, and executives.
Smart manufacturing is what happens when you act on that data. NIST defines smart manufacturing as "fully-integrated, collaborative manufacturing systems that respond in real time to meet changing demands and conditions in the factory, in the supply network, and in customer needs." The keyword is respond — not just monitor.
Put them together and the distinction becomes practical: a connected machine that feeds cycle time data to a dashboard is a starting point. A smart manufacturing system uses that data to reschedule jobs, flag maintenance issues, and update the ERP automatically — with no manual data entry required.
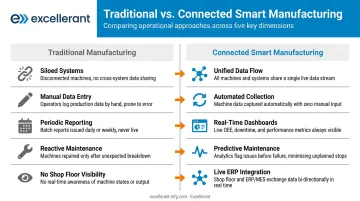
How This Differs from Traditional Manufacturing
Traditional shop floor operations share a common set of problems:
- Siloed systems — machines, quality records, and ERP operate independently
- Manual data entry — operators log production by hand; errors compound
- Periodic reporting — managers see last week's numbers, not today's reality
- Reactive maintenance — equipment fails before anyone knew it was failing
- No shop floor-to-front office connection — production is invisible to the people quoting and scheduling jobs
The root cause of all of these is the same: no real-time information flow. That gap has a structural name — the IT/OT divide.
The IT/OT Convergence Problem
Information Technology (networks, ERP, business systems) and Operational Technology (machine tools, PLCs, CNC controllers) have traditionally lived in separate worlds. IT managed data; OT managed physical production. Neither talked to the other in real time.
Connected smart manufacturing bridges that divide. The shop floor becomes a live source of business intelligence — and as Excellerant puts it, "powerful as they are, ERP systems are not the full solution — they cannot process what they cannot see."
The Technology Stack Behind Connected Smart Manufacturing
IIoT Sensors and Machine Monitoring
Sensors embedded in or attached to machines capture real-time data on spindle utilization, cycle times, machine states, fault codes, and downtime events. This raw data is the foundation for everything else.
The payoff from simply making this data visible is meaningful. Modern Machine Shop reports that most companies see a 10–20% productivity increase just from making machine performance data visible. One defense and aerospace shop — Coastal Machine and Supply — reported a 46% utilization increase on a five-axis machine after deploying machine monitoring.
Excellerant's monitoring platform captures part counts, cycle times, machine status timelines, OEE statistics, and downtime events in real time. Modern CNCs connect via Ethernet or WiFi; older machines connect through serial communications, RS-232 adaptors, or PLC intermediary devices.
DNC Systems
DNC (Direct Numerical Control) manages the transfer of CNC part programs between a centralized server and individual machine tools. It sounds simple, but the production impact of doing it poorly is significant — operators walking USB drives to machines, machines sitting idle while waiting for programs to load, and outdated program revisions running on the floor.
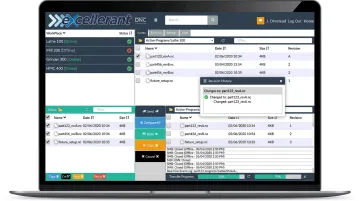
Modern DNC systems eliminate all of that. Excellerant's wired and wireless DNC solutions let operators send, receive, and drip-feed NC files to multiple machines simultaneously through a browser-based interface. Every machine always has the current program revision. One-click revision compare shows exactly what changed between versions — critical for ISO 9000 and CMMC compliance in aerospace, defense, and medical shops.
Wireless DNC has a longer history than most people realize. Excellerant's founder John Carpenter developed the world's first wireless DNC connection to a machine tool in 2001, solving the problem of machine idle time caused by physical media transfers. The technology was featured on the front cover of Modern Machine Shop in 2006.
For shops not ready to deploy full machine monitoring, DNC is the practical entry point — and Excellerant offers it as a standalone license with a clear upgrade path to full monitoring and analytics.
Cloud, Edge, and Data Analytics
Cloud platforms store and process machine data at scale; edge hardware handles time-sensitive data collection directly on the shop floor before transmitting to the central platform. Both layers work together in a mature connected environment.
With that infrastructure in place, analytics platforms turn raw machine data into production decisions:
- OEE (Overall Equipment Effectiveness) scores by machine, cell, or shift
- Predictive maintenance alerts based on sensor patterns
- Production forecasting against scheduled jobs
- Quality trend analysis across parts, programs, and operators
Excellerant's platform supports both cloud-based and on-premise deployment — the latter being particularly important for defense contractors handling Controlled Unclassified Information (CUI).
MES and ERP Integration
A Manufacturing Execution System (MES) sits between the shop floor and enterprise systems like ERP, translating real-time machine activity into production records, job tracking, and inventory updates.
Excellerant's bi-directional ERP integration pushes actual production hours, part counts, and conforming/nonconforming quantities directly into ERP systems — and pulls job and work-order data back to the shop floor. Pre-built integrations are available for:
- Epicor
- JobBoss
- Global Shop Solutions
- SAP
- Oracle
"The accuracy of information that's coming into our ERP system is exponentially better than what it was before," said Dan Villemaire of C&M Machine Products. "We have been able to improve the accuracy of our costs and increase our value to our customers."
Key Benefits for Machine Shops and Manufacturers
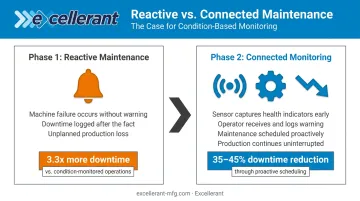
Reduced Unplanned Downtime
NIST research on discrete manufacturing found that establishments relying heavily on reactive maintenance had 3.3x more downtime than top-quartile performers, plus 16x more defects linked to maintenance issues. Improved maintenance programs produced reported reductions of 35–45% in downtime and 65–95% in defects.
Connected monitoring enables condition-based maintenance — tracking machine health indicators before failure occurs, not after. Excellerant's platform captures changes in frequency, amplitude, and bearing wear to surface issues early, with operators able to log downtime reasons and raise warnings before machines go offline.
Improved Resource Utilization and Production Forecasting
Without real-time machine data, scheduling is guesswork. With it, production planners can:
- See actual machine utilization versus planned capacity
- Track job progress without walking the floor
- Identify bottlenecks before they affect delivery dates
- Reschedule dynamically when conditions change
Excellerant's finite dynamic scheduling system closes this loop — it consumes live machine status and OEE data to reschedule automatically when a machine goes down or priorities shift. Rory Miller of McMellon Bros. described the change: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it."
Elimination of Paperwork and Manual Data Errors
Automated data collection from machines removes paper travelers, manual log entries, and after-the-fact reporting. Operators signal part completion, log conforming and nonconforming quantities, and capture run/idle time electronically — all of which flow directly to the ERP in real time.
That automated record-keeping also supports traceability requirements for aerospace, defense, and medical device manufacturers. Compliance-regulated shops get a complete, timestamped audit trail including:
- Program revision history with one-click compare
- Per-machine access logs and operator event records
- Real-time nonconforming quantity capture for ISO and CMMC documentation
Common Challenges and How to Overcome Them
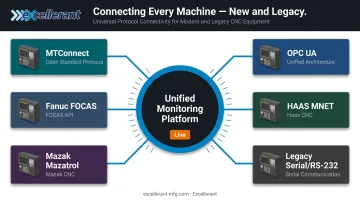
Legacy Machine Integration
Many shops run equipment that predates modern connectivity standards — 20-, 30-, and even 40-year-old CNCs that were never designed for network communication. McKinsey notes that heterogeneous system landscapes and legacy equipment are among the top technical barriers to scaling advanced manufacturing technologies.
The practical fix is bridging older machines to modern networks, not replacing them. Hardware adaptors, RS-232 serial connections, protocol converters, and PLC intermediary devices can bring legacy equipment onto the same network as new CNCs.
Excellerant's platform connects machines across MTConnect, OPC UA, Fanuc FOCAS, HAAS MNET, Mazak Mazatrol, and legacy serial protocols on one unified platform. Choosing a connectivity partner with multi-protocol, multi-brand experience is the difference between a clean integration and a months-long compatibility headache.
Cybersecurity on the OT Network
Connecting machines to networks introduces risks that didn't exist when OT systems were isolated. Dragos reported that manufacturing accounted for 424 observed incidents — 70% of all ransomware activity — in Q4 2024.
Key protections include:
- Network segmentation — keep OT and IT networks separated
- Access controls — customizable user permissions and Active Directory integration
- On-premise deployment — for defense contractors handling CUI, keeping data inside the facility perimeter is non-negotiable
- CMMC and ISO 9001 support — Excellerant's platform is built for CMMC 2.0/3.0 and NIST SP 800-171 compliance, with per-machine event logging and ISO 9001 revision control included
Workforce Adoption and Change Management
New technology only delivers value if the people using it are bought in. A few practices that reduce friction:
- Frame data collection as a tool, not surveillance — operators who understand that monitoring helps them fix problems and reduce fire drills are more likely to use it
- Start with visible, immediate wins — DNC that eliminates USB drive walks is a benefit operators feel the first day
- Phased rollouts — gradual deployment gives teams time to learn before the stakes get larger
- Hands-on training from people who know the shop floor — Excellerant's service team includes personnel with machine operator backgrounds, so training speaks the language of the shop floor
Best Practices for Implementing Connected Smart Manufacturing
Start with Connectivity, Then Layer on Intelligence
Clean, consistent machine data is the prerequisite for everything else. Analytics tools, AI dashboards, and predictive models break down fast when the underlying data is incomplete or unreliable.
Prioritize getting every machine — new and legacy — onto the network and generating reliable data before deploying advanced analytics. Excellerant's connectivity platform, for example, handles this foundation layer across any machine brand, protocol, or age — including legacy equipment that standard IIoT tools typically can't reach.
Roll Out in Phases, Not All at Once
A pilot on a single cell or subset of machines validates data quality, surfaces workflow issues, and builds internal support before committing to a facility-wide rollout. McKinsey research warns against "pilot paralysis" — running successful tests that never scale — so the pilot should have a defined success criteria and a clear path to expansion from day one.
Define KPIs Before You Deploy
Identify specifically what you're trying to improve:
- Machine utilization rate
- Unplanned downtime hours
- Scrap rate
- On-time delivery percentage
- ERP data accuracy
Without predefined KPIs, you'll have data but no signal on whether the investment is working. Set your baseline before go-live, not after.
Ensure Integration with Existing Systems
Connected smart manufacturing should work with your current ERP, scheduling software, and quality systems — not create another silo. Evaluate vendors on their ability to integrate with your existing infrastructure, not just their feature list. Ask specifically which ERP systems they've integrated against in live customer environments — and ask for references.
Frequently Asked Questions
What is smart manufacturing in simple terms?
Smart manufacturing uses real-time data from connected machines and systems to automatically improve production efficiency, reduce downtime, and respond faster to changes — rather than relying on manual processes and periodic reporting. In practice, it replaces after-the-fact spreadsheets with live visibility into what's actually happening on the floor.
What is an example of smart manufacturing?
A machine shop where CNC equipment streams live cycle time and fault data to a monitoring platform — letting maintenance teams catch issues before a breakdown and letting managers track production from their desk. Excellerant's work at a 36-employee CNC shop, documented in Modern Machine Shop, shows monitoring evolving from a progress tool into the foundation for quoting, scheduling, and process planning.
What is the difference between connected manufacturing and smart manufacturing?
Connected manufacturing links machines, systems, and people through a shared data network. Smart manufacturing uses that connected data — through analytics, automation, and AI — to improve decisions and outcomes. Put simply, connectivity is the foundation — smart manufacturing is what you build on it.
Can legacy CNC machines be part of a connected smart manufacturing system?
Yes. Older machines can be brought into a connected environment using hardware adaptors, protocol converters, RS-232 serial connections, and PLC intermediary devices. Excellerant connects machines that are 20, 30, and 40 years old alongside new CNCs on one unified platform — without replacing the equipment.
What is the role of DNC in connected smart manufacturing?
DNC systems manage the transfer of CNC part programs between a central server and machine tools, ensuring machines always run on the correct revision. In a connected environment, modern DNC — including wireless DNC — also enables machine monitoring, revision control, and compliance documentation from a single connectivity layer.
How long does it take to implement connected smart manufacturing?
A phased approach starting with a pilot cell can show measurable results within weeks to months. Full facility rollout depends on machine count, existing infrastructure, and integration scope — with DNC as a common standalone entry point for shops not ready to deploy full monitoring.


