
The pressure to do more with less is real. But most shops can't respond effectively because they can't see what's actually happening on the floor. Shift reports arrive hours late. Downtime reasons get guessed at. ERP records reflect what operators wrote down, not what machines actually did.
Machine connectivity software gets discussed a lot in Industry 4.0 conversations, but the actual value isn't in the concept — it's in what changes operationally when machines stop being islands. Reduced downtime. Accurate job costing. Maintenance scheduled before failures happen.
This article covers what machine connectivity software does in practice, the three operational advantages that matter most, and what shops continue to absorb as "normal cost" when they don't have it.
Key Takeaways
- Machine connectivity software links machines — new or legacy — to a central system, enabling real-time data collection across the shop floor
- Its three highest-impact advantages: live machine status visibility, automated data capture, and predictive maintenance
- Without it, manufacturers rely on delayed, manual data — leading to reactive firefighting, inaccurate ERP records, and expensive unplanned downtime
- Works across mixed fleets of any brand, age, or protocol — no equipment replacement required
- ERP integration closes the loop between shop floor and front office — turning machine data into accurate production records
What Is Machine Connectivity Software?
Machine connectivity software enables machines, controllers, and production systems on a shop floor to communicate with each other and with business software in real time — regardless of brand, age, or communication protocol.
It's applied across CNC machine shops, aerospace and defense facilities, medical device manufacturers, and any production environment with a mix of equipment types that generates data currently going uncaptured. That last part matters: most shops are already generating data. The problem is it never gets collected.
Capturing that data is only step one. The real goal is operational control — accurate data for decisions, reduced waste, and less downtime. Machine connectivity is what makes that possible at scale across a mixed fleet.
Platforms like Excellerant's support a wide range of connection methods:
- Modern equipment: MTConnect, OPC-UA, FANUC FOCAS, HAAS MNET, Mazak Mazatrol
- Legacy machines: RS-232 serial communications or PLC intermediary devices
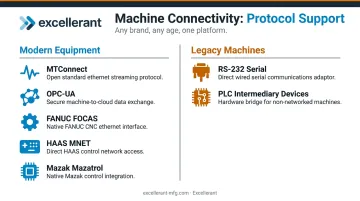
A shop running 40-year-old CNCs alongside new machining centers can run on one unified platform without replacing anything.
Key Advantages of Machine Connectivity Software
The advantages below aren't theoretical. Each connects directly to outcomes manufacturers actually track: cost, uptime, quality, and scheduling accuracy. They also compound — real-time visibility feeds better maintenance decisions, which improves uptime, which improves scheduling and ERP accuracy over time.
Real-Time Shop Floor Visibility Across All Machines
This is the ability to see exactly what every machine on the floor is doing — running, idle, in alarm, producing scrap — at any given moment, from a single interface, without walking the floor or waiting for a shift report.
Machine connectivity software creates this by collecting data continuously from every connected machine and feeding it into a live dashboard. Supervisors see a unified view across mixed fleets, including legacy equipment alongside newer controllers. Excellerant's Shop Summary Dashboard, for example, displays real-time machine status, job progress, and schedule forecasts from any PC, Mac, or mobile device — with no per-seat licensing fees limiting who can see it.
Why it matters operationally:
- Supervisors catch a machine stoppage or cycle time anomaly in minutes rather than hours — before it cascades into a missed delivery
- Without visibility, production forecasting relies on historical averages and gut feel, leading to over-promising and excess WIP as a buffer
- Machine monitoring at Coastal Machine and Supply boosted five-axis utilization by 46%, according to Modern Machine Shop — a concrete example of what changes when supervision stops being reactive
KPIs directly impacted:
- Machine utilization rate
- OEE (Overall Equipment Effectiveness)
- Cycle time adherence
- Shift-level output vs. targets
- Real-time job status accuracy
This advantage is especially critical in multi-shift operations, aerospace and defense facilities, and medical manufacturing environments where traceability is non-negotiable. Without it, every downstream improvement — maintenance scheduling, ERP accuracy, delivery reliability — is operating blind.

Elimination of Manual Data Collection and Paperwork
Paper travelers, clipboard-based downtime logs, and hand-entered production counts create two compounding problems: latency (data is always historical by the time it's entered) and inaccuracy (transcription errors and omissions distort the picture managers use to make decisions).
When machines are connected, the software captures cycle starts, completions, program names, and spindle-on time automatically.
Operators use a tablet-optimized shop floor interface to signal part completion, assign good versus scrap quantities, and record downtime reasons — all flowing directly into the system without manual transcription.
Dan Villemaire from C&M Machine Products put it plainly: "The accuracy of information that's coming into our ERP system is exponentially better than what it was before. We have been able to improve the accuracy of our costs and increase our value to our customers."
Rory Miller from McMellon Bros. described a similar shift: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it."
When machine data flows automatically into ERP, job costing, labor reporting, material consumption, and delivery scheduling all reflect what actually happened — not what someone remembered to write down.
KPIs directly impacted:
- ERP record accuracy
- Labor hours spent on manual reporting
- Job costing variance
- Time-to-close on production orders
- Data entry error rate
Shops still running paper travelers, facilities preparing for AS9100 or ISO 13485 certification, and operations where the shop floor and front office are chronically out of sync see the fastest return here.
Predictive Maintenance and Reduced Unplanned Downtime
Unplanned machine downtime doesn't just cost the repair hours. It cascades — missed ship dates, overtime, emergency tooling, idle operators waiting on a down machine. The real cost is in the ripple effect.
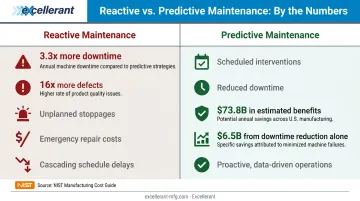
NIST's manufacturing maintenance research quantifies this directly: establishments heavily reliant on reactive maintenance had 3.3x more downtime and 16x more defects than those with the lowest reliance on reactive strategies. NIST also estimates that adopting predictive maintenance approaches could deliver $73.8 billion in total perceived benefits, including $6.5 billion from downtime reduction alone.
Machine connectivity software enables this shift by continuously collecting operational parameters — alarm codes, cycle anomalies, machine status data — and establishing a baseline of normal behavior. Deviations become visible before they become failures.
Excellerant's platform includes a predictive rule engine that feeds machine and sensor data into 24/7 monitoring, surfacing issues before they cause downtime and sending instant alerts to maintenance personnel through the mobile app. Maintenance teams can schedule interventions during planned downtime windows instead of scrambling mid-shift.
KPIs directly impacted:
- Mean time between failures (MTBF)
- Mean time to repair (MTTR)
- Unplanned downtime hours per month
- Maintenance cost per machine
- Overall machine availability rate
In high-mix, low-volume environments, a single unexpected breakdown can bottleneck the entire floor. For facilities running expensive or hard-to-source equipment — and especially for shops with contractual delivery commitments in aerospace, defense, or medical — reactive maintenance isn't just inefficient. It's a liability.
What Happens When Machine Connectivity Is Missing
Most manufacturers without machine connectivity don't see it as a gap — they absorb the losses as normal. Overtime gets approved. Scrap gets accepted. Missed deliveries get explained. None of it shows up as a line item labeled "disconnected machines."
The consequences show up elsewhere:
- Unreliable delivery estimates — forecasting based on historical averages and shift reports rather than live machine performance leads to chronic over-promising and under-delivering
- Inaccurate job costing — manual data entry errors compound over time, eroding quoted margins and making accurate quoting nearly impossible
- Reactive maintenance cycles — machines run until they fail, repairs are rushed, and production queues are rebuilt around unplanned stoppages
- Scaling difficulties — without a reliable data foundation, there's no way to justify capital investments, balance machine loads intelligently, or support smarter scheduling as volume grows
According to NIST, $100.2 billion in preventable maintenance-related losses in discrete manufacturing stem from lost sales caused by delays and defects. That figure reflects what it costs to operate without real-time visibility into what your machines are actually doing.
How to Get the Most Value from Machine Connectivity Software
Machine connectivity delivers the most value when implementation is treated as a process change, not just a technology installation. The data it produces is only useful if it's reviewed consistently and acted on deliberately.
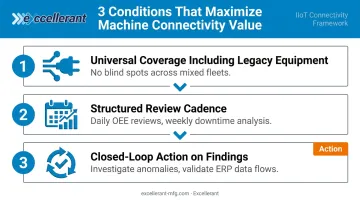
Three conditions where it works best:
Universal coverage, including legacy equipment. Partial connectivity creates blind spots that undermine shop-wide reporting accuracy. Solutions designed for mixed fleets — like Excellerant's, which handles any brand, age, or protocol without replacing existing equipment — remove the barrier of needing a fleet upgrade first.
Structured review cadence. Daily OEE reviews, weekly downtime analysis, shift-level performance check-ins — unseen insights deliver nothing. The cadence matters as much as the data.
Closed-loop action on findings. Downtime codes get investigated. Cycle time anomalies get addressed. ERP data flows are validated regularly so the system stays accurate and trusted by both the shop floor and front office.
Shops that build consistent habits around their data consistently outperform those that treat dashboards as a passive display.
Conclusion
Machine connectivity software earns its place by doing one thing most manufacturing operations have never had: delivering accurate, real-time data from the machines themselves — not from shift reports, not from operator estimates.
The advantages compound. A shop that's been running with real machine data for two years has sharper benchmarks, more accurate forecasts, and tighter customer commitments than it did running on shift reports and gut feel. The longer the data runs, the more useful it becomes.
Better scheduling, accurate ERP feeds, and predictive maintenance don't work well without reliable machine data underneath them. That's the operational role machine connectivity plays — and why platforms like Excellerant's are built to connect any machine, any protocol, any age, into a single live picture of the floor.
Frequently Asked Questions
What is machine connectivity?
Machine connectivity is the ability of machines, controllers, and production systems to communicate with each other and with business software in real time — enabling automated data collection, live monitoring, and informed decision-making that replaces manual reporting across the shop floor.
Is Kepware an OPC server?
Yes. Kepware (now PTC Kepware) is an OPC server platform and communications middleware that collects data from industrial devices and makes it available to OPC clients. It's one component in a larger connectivity stack, bridging legacy OT devices to MES, SCADA, ERP, and analytics applications.
Can machine connectivity software work with older legacy CNC machines?
Yes. Modern machine connectivity solutions connect legacy equipment alongside newer machines by supporting multiple protocols including MTConnect, FANUC FOCAS, and RS-232 serial communications. Shops can monitor and network 20-, 30-, and 40-year-old machines without replacing them or upgrading to modern controllers.
How does machine connectivity software integrate with ERP systems?
Machine connectivity software integrates with ERP by passing real-time production data directly into the system: cycle counts, job completions, downtime events, and actual labor hours — eliminating manual entry. Excellerant offers pre-built, bidirectional integrations for Epicor, JobBoss, Global Shop Solutions, SAP, and Oracle.
What is DNC in manufacturing, and how does it relate to machine connectivity?
DNC (Distributed Numerical Control) is the process of sending CNC programs from a central system directly to machine tools on the shop floor. It's one component of machine connectivity — ensuring machines receive correct, current program revisions while enabling bidirectional data flow between the machine and the network.
What protocols does machine connectivity software support?
Machine connectivity software typically supports MTConnect, OPC-UA, FANUC FOCAS, HAAS MNET, Mazak Mazatrol, Heidenhain TNCremo, and serial/RS-232 interfaces. The specific protocols available depend on the software vendor and the machine types in the facility.


