Introduction
Most published Industry 4.0 case studies feature Siemens, BMW, or some other enterprise with a nine-figure technology budget. That leaves job shops and mid-size contract manufacturers in an awkward spot — the concepts sound relevant, but the examples feel like they belong to a different industry entirely.
They don't. The same principles that drive predictive maintenance at a Bosch plant apply to a 20-machine shop in Connecticut. The difference is scale, not approach.
This article covers four real-world Industry 4.0 themes — predictive maintenance, real-time machine monitoring, digital shop floor records, and legacy CNC integration — with published outcomes in each section. The goal isn't inspiration. It's practical pattern recognition: what was the problem, what technology was applied, what changed, and what smaller manufacturers can apply directly.
Key Takeaways
- Predictive maintenance at Bosch Rexroth cut maintenance costs by ~25% and paid back retrofit costs in 18 months
- Coastal Machine boosted five-axis utilization 46% after deploying machine monitoring software
- Beacon Industries reduced audit time by 80% and document-prep time by 96% after going paperless
- Legacy CNCs — even 30- to 40-year-old machines — connect to IIoT networks via serial adapters and protocol converters, no replacement required
- Every case shares one starting point: connectivity first, analytics second
What Industry 4.0 Actually Looks Like on the Manufacturing Floor
Strip away the buzzwords and Industry 4.0 on a real shop floor means one thing: machines talking to the people who run them, in real time.
McKinsey describes it as "the next phase in the digitization of the manufacturing sector," driven by data connectivity, analytics, and human-machine interaction. The definition is precise but abstract. In practice, it means a supervisor pulling up a dashboard that shows every machine's status — running, idle, in alarm — without walking the floor. A CNC operator pulls the correct program revision from a central server instead of a USB drive. A scheduler adjusts tomorrow's workload because today's actual cycle times were captured automatically.
What's Actually Required
The technology stack that appears across successful implementations is narrower than most manufacturers expect:
- Sensors and connectivity protocols that pull live data from machines regardless of brand or age
- A unified dashboard showing machine status, utilization, and OEE across the entire floor
- Automated data flow between machines and ERP/MES systems, replacing manual entry
That's the foundation. AI, digital twins, and autonomous systems come later — if at all.
The SME Reality Gap
Rockwell Automation's 2023 State of Smart Manufacturing report found that 84% of manufacturers had adopted smart manufacturing or were actively evaluating it — but adoption rates were significantly higher among larger companies (58%) than smaller ones (40%). The gap isn't about relevance. It's about how the case studies are written and who they're written for.
The examples below include both enterprise and mid-market implementations — chosen specifically because the underlying approach scales down to a single-shift job shop.
Case Study: Predictive Maintenance Reduces Unplanned Equipment Downtime
The Problem
Unplanned equipment failures are expensive in ways that show up across the entire operation — not just in maintenance labor. Siemens estimates that unplanned downtime cost Fortune Global 500 industrial companies nearly $1.5 trillion in 2023, equal to roughly 11% of annual revenues.
For a small shop, one unexpected spindle failure on a critical machine can blow a delivery schedule and a customer relationship simultaneously.
What Bosch Rexroth Did
Bosch Rexroth's Homburg/Saar plant faced ongoing disruptions from hydraulic test stand failures — the kind of failures that weren't predictable under a calendar-based maintenance schedule. The solution was condition-based monitoring: IoT sensors measuring oil particle count, water content, temperature, and filter pressure, feeding data into a monitoring system that flagged degradation patterns before failure occurred.
Results from the Bosch Rexroth Homburg implementation:
- ~25% reduction in maintenance costs
- 5% increase in system effectiveness
- Expected payback on retrofit investment within 18 months
The shift wasn't just technical. It required changing how maintenance teams operated — from responding to failures to acting on signals. Teams had to trust sensor data enough to pull a machine before it failed, rather than waiting for a breakdown to confirm the problem.
The Maintenance Evolution
| Approach | Trigger | Limitation |
|---|---|---|
| Reactive | Machine breaks | Maximum disruption, maximum cost |
| Scheduled (preventive) | Calendar interval | May replace components that still have useful life |
| Condition-based (predictive) | Sensor data signals degradation | Intervenes before failure, not before it's necessary |

What Smaller Shops Can Take From This
Most shops don't need AI to start benefiting from predictive maintenance. The prerequisite is simpler: reliable machine data. Before any failure-prediction model makes sense, a shop needs:
- Automated uptime and cycle-time tracking (not manual logs)
- Consistent visibility into when and why machines stop
- A baseline of normal operating patterns to compare against
A shop that can't tell you how many hours a machine ran last week isn't ready for a failure-prediction model. It is ready to start monitoring.
Case Study: Real-Time Machine Monitoring Across a Mixed Equipment Environment
The Problem
Coastal Machine & Supply in Carencro, Louisiana runs roughly 60% space and defense work and 40% oil and gas — a mix that demands tight utilization and precise scheduling. Like most contract manufacturers, the shop had capable equipment but limited visibility into how effectively that equipment was actually being used.
What Changed
After deploying Datanomix machine monitoring, Modern Machine Shop reported that Coastal achieved a 46% increase in utilization on a DMG MORI DMC 85 five-axis machine with a six-pallet system from early 2026 through mid-March. That's not a marginal improvement.
On a high-value asset in aerospace and defense work, a 46% utilization gain represents real capacity recovery without adding headcount or capital equipment.
The mechanism was straightforward: real-time visibility revealed where time was actually going. Lights-out and lights-on performance could be compared directly, and bottlenecks that had been invisible became addressable.
Why Visibility Changes Management Behavior
This is the consistent pattern across machine monitoring deployments. Once supervisors can see actual machine states — running, idle, in alarm, down for a specific reason — they stop managing by estimates and start managing by data:
- Shift comparisons become factual, not anecdotal
- Scheduling decisions are based on actual throughput, not assumed cycle times
- Bottleneck identification happens in real time, not during a post-mortem
For manufacturers running mixed equipment — multiple vendors, varying ages, different communication protocols — the challenge is consolidating all of that data into a single dashboard. Excellerant's IIoT platform addresses this directly, connecting machines of any brand or protocol (modern CNCs via Ethernet and WiFi, legacy controls via serial communications) into one real-time view. No equipment replacement required.
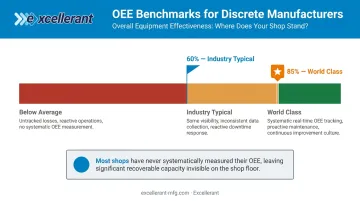
OEE Baseline Context
Understanding where your shop stands is the first step. According to LeanProduction, 60% OEE is fairly typical for discrete manufacturers, while 85% is considered world class. Most shops don't know where they fall on that scale because they've never measured it systematically — real-time monitoring answers that question on day one.
Case Study: Replacing Manual Processes with Digital Shop Floor Systems
The Problem
Paper-based shop floors create problems that compound over time. Operators run outdated program revisions because nobody updated the binder. Audits require days of document preparation. Revision history exists only if someone remembered to write it down. LNS Research found that nearly a quarter of surveyed companies still use paper in quality processes — a number that likely understates how embedded paper is in day-to-day production work.
The inefficiencies aren't just operational. They're compliance risks for shops working under ISO 9001, AS9100, or CMMC requirements.
What Beacon Industries Did
Beacon Industries, a defense and aerospace contractor, implemented ProShop paperless ERP in a previously paper-heavy environment. The results, documented around a November 2021 audit, were substantial:
- 80% reduction in audit time
- 96% reduction in document-preparation time
- $25,000 in annual savings on printing and toner alone
The audit-time reduction is telling. It means the shop wasn't just more efficient day-to-day — it had built a system where documentation was continuous and current, not scrambled together before an auditor arrived.
DNC as the Companion to Digital Records
Digital work instructions solve the document problem. DNC (Distributed Numerical Control) software solves the program delivery problem. Together, they address the two most common sources of revision-control failures on a CNC shop floor — and Beacon's results show what that combination looks like in a regulated environment.
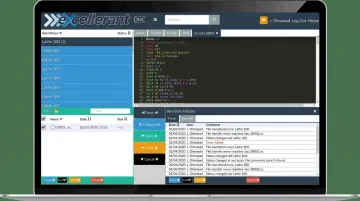
Excellerant's DNC platform covers both sides of that equation with:
- Centralized NC file management with an in-browser G-code editor
- One-click revision compare and per-machine event logging
- Rev-Lock-Load, which prevents a machine from requesting a new program until the current one has been returned to the server
For shops with ISO 9000 or CMMC requirements, Rev-Lock-Load isn't a convenience feature. It's a compliance control that removes the possibility of an operator running an uncontrolled revision.
Case Study: Connecting Legacy CNC Machines to a Modern IIoT Network
The Problem
The average U.S. factory was 25 years old as of the late 2010s, according to ITIF — and CNC machine tools in job shops often skew older still. Replacing functional equipment to gain connectivity is rarely justifiable. A Mazak from 1995 that still holds tolerance and runs reliably doesn't become economically obsolete because it lacks an Ethernet port.
"Dark" machines (machines that generate no data) create real visibility gaps. Without visibility into what a machine is doing, you can't manage it as part of a connected system.
How Legacy Connectivity Works
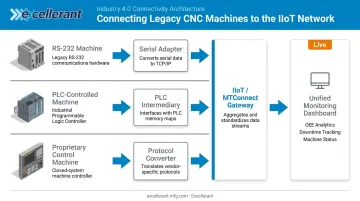
The MTConnect standard (ANSI/MTC1.4-2018) provides a common vocabulary for manufacturing equipment data and has been implemented on more than 250,000 devices across 50 countries. For machines that predate digital networking, MTConnect adapters translate proprietary device languages into standardized data streams. Older equipment can be connected using sensors, serial-to-network adapters, or dedicated connection units that sit between the machine control and the network.
Common connectivity approaches for legacy CNCs:
- RS-232 serial adapters that bridge older controls to modern networks
- PLC intermediary devices for machines with no native communication port
- Protocol converters for proprietary controls (Fanuc FOCAS, Mazak Mazatrol, Heidenhain TNCremo)
- MTConnect or OPC-UA gateways that standardize data output across mixed-vintage environments
What Becomes Possible Once Connected
Once a legacy machine is on the network, it gains the same monitoring capabilities as new equipment:
- Real-time cycle counting and job tracking
- OEE calculation (availability, performance, quality)
- Automated downtime logging and root-cause categorization
- DNC program delivery with version control and audit trail
Excellerant has been doing exactly this work since its roots at Macdac Engineering in 1991 — connecting machines that weren't designed to communicate to networks that didn't exist when they were built. The company developed the first wireless DNC connection to a machine tool in 2001 and has since deployed across hundreds of manufacturing facilities.
The platform supports MTConnect, OPC-UA, Fanuc FOCAS, HAAS MNET, Mazak Mazatrol, and RS-232 serial communications — modern CNCs and 40-year-old machines running side by side in a single monitoring dashboard. For shops that need IIoT visibility without waiting on a capital equipment refresh, that's a proven path forward.
Key Lessons Manufacturers Are Learning from Industry 4.0 Adoption
The pattern across all four case studies is consistent: connectivity and visibility come first — before AI, before automation, before any facility-wide overhaul.
A shop that can't see what its machines are doing cannot optimize anything. Measurement precedes improvement, without exception.
The Three Most Consistent Lessons
1. Start with data, not algorithms. Bosch Rexroth's predictive maintenance ran on sensor data. Coastal Machine's utilization gains came from monitoring data. Beacon's compliance improvements came from document data. In every case, value came from making existing activity visible — not from automating decisions.
2. Legacy integration is a solved problem, given the right partner. The Made Smarter Review identified 31 barriers to industrial digitalization, with legacy infrastructure near the top. That barrier is real but not insurmountable. MTConnect, OPC-UA, and serial adapters have made legacy connectivity routine for vendors experienced enough to implement them. Waiting for legacy machines to age out before starting is the costlier mistake.
3. Pilot before scaling. A practical starting framework:
- Conduct a machine connectivity audit — identify which machines are connected, which are dark
- Find the highest-value visibility gap (usually the most utilized machine with the least data)
- Deploy real-time monitoring on one cell or department
- Measure for 60–90 days, then scale
This approach limits risk, produces early wins, and builds internal confidence before a facility-wide rollout.
Frequently Asked Questions
What is Industry 4.0 in simple terms for a machine shop?
For a machine shop, Industry 4.0 means connecting CNC machines to a network so real-time performance data can be collected, monitored, and used to reduce downtime and improve throughput. It doesn't require new machines or complex automation — connectivity and visibility are the entry point.
Can legacy CNC machines be integrated into an Industry 4.0 system?
Yes. Legacy machines can be connected using serial adapters, PLC intermediary devices, and protocol converters that support RS-232 and proprietary CNC controls. Many shops run mixed-vintage floors — machines from the 1980s through today — within a single IIoT network.
What is the difference between IIoT and Industry 4.0?
IIoT (Industrial Internet of Things) is the connected-machine layer within Industry 4.0 — the sensors and hardware that collect data. Industry 4.0 is the broader framework that includes using that data, alongside analytics and automation, to transform manufacturing operations. Think of IIoT as the data collection layer and Industry 4.0 as the operational strategy that puts that data to work.
How do small manufacturers measure ROI from Industry 4.0 investments?
Track specific before-and-after metrics: OEE percentage, unplanned downtime hours per month, scrap tied to program revision errors, and labor hours spent on manual reporting. These four measures capture most of the ROI in early-stage Industry 4.0 adoption and don't require complex analytics to calculate.
What is OEE and why does it matter for Industry 4.0?
OEE (Overall Equipment Effectiveness) measures how productively a machine runs relative to its full potential, combining availability, performance, and quality into a single percentage. Real-time OEE tracking is one of the most immediate benefits of machine connectivity, showing exactly how much productive capacity you're using and where losses occur.
How long does it take to implement a machine monitoring system?
Basic connectivity and real-time monitoring can often be deployed in weeks, not months, particularly when the provider has experience with legacy equipment and mixed-protocol environments. Implementation timelines vary by shop size and machine mix, but most early-stage deployments reach first data visibility within 30 to 90 days.


