Before predictive maintenance can work, before digital twins can run, before a scheduling system can respond to real conditions — machines need to be on a network and sharing data. That foundational step is where most shop floors stall.
This guide covers what Industry 4.0 actually demands from a network, the technologies involved, the challenge of connecting legacy equipment, and where to realistically start.
Key Takeaways
- Industry 4.0 depends on real-time machine communication — without connectivity, none of the other benefits follow
- Networks must support multiple protocols (MTConnect, OPC-UA, FANUC FOCAS) across mixed-age equipment
- Legacy CNC machines can connect via serial-to-network adapters and wireless DNC without replacement
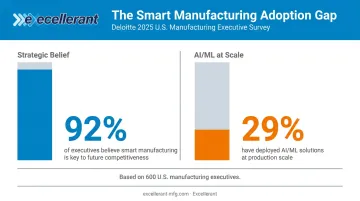
- 92% of manufacturing executives believe smart manufacturing will be the primary competitive driver over the next three years
- Begin with a connectivity audit, pilot one cell, and scale from there
What Industry 4.0 Actually Means for the Shop Floor
Industry 4.0 gets used as a catch-all for anything digital in manufacturing, which muddies what it actually requires. It's the convergence of physical machines, digital data, and connected systems — where every machine, sensor, and process communicates in real time to enable intelligent decisions.
That's different from automation. A machine running a program automatically is automation. A machine reporting its cycle time, spindle load, and fault status to a central system — which then adjusts the production schedule and alerts maintenance — is Industry 4.0. The distinction matters because you can have significant automation without any of the intelligence that connected systems provide.
Smart Manufacturing vs. Industry 4.0
These terms are related but not identical:
- Industry 4.0 is the broader framework — the Fourth Industrial Revolution driven by cyber-physical systems, IIoT, and AI
- Smart manufacturing is the operational practice of implementing those technologies on the factory floor
NIST characterizes smart manufacturing as "fully-integrated, collaborative manufacturing systems that respond in real time to meet changing demands and conditions in the factory, in the supply network, and in customer needs."
That definition has real urgency behind it. According to Deloitte's 2025 Smart Manufacturing and Operations Survey — based on 600 executives from large U.S. manufacturers — 92% believe smart manufacturing will be the main driver of competitiveness over the next three years. Yet only 29% had reached the stage of using AI or machine learning at scale.
Most shops stall not on strategy or budget, but on infrastructure: machines that can't share data, networks that weren't built for real-time traffic, and legacy equipment that predates modern protocols entirely.
Why Connectivity Is the Backbone of Smart Manufacturing
None of the headline benefits of Industry 4.0 function without a reliable network underneath them. Predictive maintenance needs sensor data. Digital twins need machine state data. Automated scheduling needs real-time production status. Connectivity is what transforms a collection of isolated machines into a coordinated system.
Machine-to-Machine Communication
CNC machines, PLCs, robots, and sensors must constantly exchange data to enable synchronized operations. When a robot finishes a loading cycle, the CNC needs to know. When a machine goes into a fault state, the scheduler needs to respond. In precision manufacturing, even milliseconds of latency can corrupt a process where timing directly determines part quality.
This is why industrial networks have different requirements than typical office IT. Determinism — the guarantee that data arrives within a predictable time window — matters as much as throughput.
Real-Time Data and OEE Visibility
When machines continuously report performance data — cycle times, part counts, machine states, fault codes, program status — manufacturers gain the visibility to act on problems before they compound.
Deloitte's 2025 survey reported average improvements of 10% to 20% in production output and 7% to 20% in employee productivity among manufacturers that had implemented smart manufacturing technologies. Those gains come directly from the visibility that connected machines provide: operators and managers can see what's happening, identify where time is being lost, and make adjustments based on data rather than intuition.
The specific metric most manufacturers track is OEE (Overall Equipment Effectiveness) — a composite of availability, performance, and quality. Without real-time machine data, OEE calculations rely on manual entry, which introduces errors and lags that make the number unreliable for decision-making.
Shop Floor to Front Office
OEE visibility only matters if the underlying data is accurate — and that's where ERP integration closes the loop. Connected machines eliminate one of the most persistent problems in job shops: the gap between what's actually happening on the floor and what the ERP system thinks is happening. When machines report actual cycle times, part counts, and job status automatically, that data flows into MES and ERP platforms in real time.
The result is a single source of truth across the operation:
- Operators stop filling out paper travelers
- Managers stop waiting for end-of-shift reports
- Schedulers stop working from data that's hours old
Bi-directional ERP integration also sends job information back to the shop floor, so operators see what they're supposed to be running without manual dispatch.
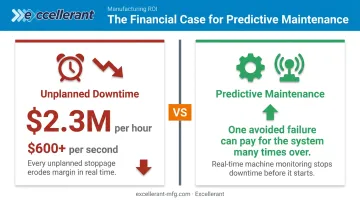
Predictive Maintenance
Real-time machine data doesn't just report what's happening now — it reveals degradation patterns before failures cause unplanned downtime. Siemens' 2024 True Cost of Downtime report found that an hour of unplanned downtime at a large automotive production facility costs $2.3 million — more than $600 per second. For job shops and mid-size manufacturers operating at a fraction of that volume, the math still makes a strong case: one avoided spindle failure can pay for a monitoring system many times over.
The Network Technologies That Power Smart Factories
Shop floor networking is a layered architecture of physical connections, communication protocols, and computing infrastructure. The right combination depends on machine type, facility layout, data volume, and latency requirements.
Wired vs. Wireless Connectivity
Wired connections (Ethernet, RS-232/serial):
- High reliability and bandwidth
- Well-suited for stationary CNCs and fixed control systems
- Expensive and time-consuming to reconfigure when shop layouts change
- RS-232 serial is still the only available interface on many older machines
Wireless connectivity:
- Eliminates cable runs across the shop floor
- Enables faster deployment and reconfiguration
- Essential for mobile equipment and facilities where cabling is impractical
- Wireless DNC allows NC programs to be sent to and from machines without physical media
Wireless DNC for industrial use was pioneered in 2001 — Excellerant's founder John Carpenter, trained in electronics by the U.S. Navy, developed the world's first wireless DNC connection to a machine tool in partnership with Comtrol Corporation and Enterasys Networks. That development solved a real problem: shops needed to move programs to machines without running cables across a production floor.
On the broader adoption side, 44% of manufacturers were in early stages of rolling out 4G private cellular networks and 75% were considering 5G as of ABI Research's 2024 survey of manufacturing decision-makers.
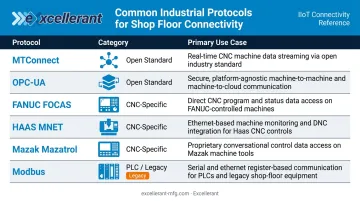
Industrial Communication Protocols
Machines from different manufacturers speak different languages. Industrial protocols define how machines expose their data to the network:
| Protocol | Use Case |
|---|---|
| MTConnect | Open, royalty-free standard for CNC and manufacturing equipment data sharing |
| OPC-UA | Platform-independent machine-to-enterprise integration standard (released 2008) |
| FANUC FOCAS | Direct data collection from FANUC CNC controllers |
| HAAS MNET | Native connectivity for HAAS machine tools |
| Mazak Mazatrol | Protocol for Mazak CNC controls |
| Modbus | Common PLC and automation device protocol |
Sending all raw data to the cloud before any processing creates latency and bandwidth strain — impractical on a high-volume floor. Most industrial deployments use a hybrid approach:
- Edge processing: handles real-time alerts, machine event responses, and local DNC transactions
- Cloud layer: stores historical data, runs cross-facility analytics, and connects to ERP systems
The Legacy Machine Challenge
Legacy machine integration is the most underestimated barrier to Industry 4.0 adoption. Most job shops run a mix of equipment from different brands and eras — a new Mazak next to a 30-year-old Bridgeport, a modern Haas beside a legacy FANUC with only a serial port. Each machine has different controllers, different communication capabilities, and different data outputs.
The Core Problem
Older machines were built before network connectivity was a design consideration. They may have:
- Only RS-232 serial ports with no Ethernet interface
- Proprietary protocols with no published specifications
- No digital interface at all — only behind-the-tape-reader (BTR) connections
These machines represent substantial capital investment. Replacing them isn't financially viable, and often isn't operationally practical either — a 40-year-old machine may produce parts no newer machine can match at the same cost.
The Solution Path
Protocol conversion hardware and software bridges act as translators between old and new. Three connection types handle the majority of legacy integration scenarios:
- Serial-to-network adapters connect RS-232 ports to the shop floor network without hardware replacement
- PLC intermediary devices bridge machines with no native digital interface
- DNC systems manage bidirectional NC program and data flow across the floor
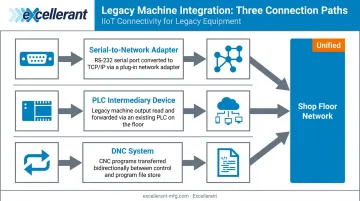
Excellerant's platform takes this a step further with universal machine connectivity across brands, protocols, and equipment ages. Modern CNCs connect via Ethernet or Wi-Fi plug-and-play; legacy machines connect through serial communications or PLC intermediary devices regardless of control type. The result: a 20-year-old machine and a brand-new CNC appear side by side on the same monitoring dashboard, reporting the same data categories.
Wireless DNC is particularly valuable for legacy integration. It allows machines with only serial ports to connect to the shop floor network without running new cable infrastructure, cutting installation costs and floor disruption for shops with fixed layouts. That expanded network footprint, however, also opens a new consideration: cybersecurity.
Cybersecurity Is Not Optional
When you bring previously isolated machines onto a network, you introduce cyber risk to systems that were never designed with it in mind. Manufacturing is now the sector hardest hit by ransomware: Dragos' 2025 OT Cybersecurity Report found that manufacturing accounted for 69% of ransomware attacks across tracked industries.
Key protections when connecting legacy OT equipment:
- Network segmentation — isolate OT systems from corporate IT networks
- Access controls — restrict which users and devices can interact with machine systems
- Audit logging — maintain records of all machine and program access
- Compliance alignment — for defense contractors, CMMC 2.0/3.0 and NIST 800-171 controls apply to CNC program files containing Controlled Unclassified Information
Getting Started: Building a Connected Manufacturing Environment
Most manufacturers don't need to transform everything at once. They need to start somewhere, prove value, and build from there. PwC's 2022 Digital Factory Transformation Survey found 64% of companies were still at the beginning of their digital factory transformation — so the starting-point challenge is universal.
Step 1: Connectivity Audit
Before selecting any technology, map your current state:
- Which machines are on the floor, and what are their makes, models, and controller types?
- What protocols do they support (or don't support)?
- What data do they already generate, and where does that data go today?
- Where are the biggest gaps in visibility — which machines are essentially black boxes?
This baseline determines what infrastructure is actually needed and prevents overbuying on technology that doesn't match the actual machine mix.
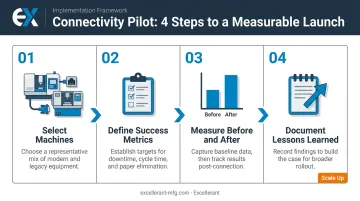
Step 2: Pilot One Cell
Rather than attempting full shop-floor connectivity at once, start with a single machine cell or process:
- Choose machines that reflect the full mix you'll eventually connect — at least one modern CNC and one legacy machine
- Define success metrics upfront: downtime visibility, cycle time accuracy, eliminated paper travelers, scheduling accuracy
- Measure before and after — the pilot ROI case is what justifies the broader rollout
- Document lessons learned; they directly shape the full deployment
Step 3: Prioritize Unified Data
What the pilot reveals quickly is how fragmented data kills visibility. If your FANUC data lives in one system, your Haas data in another, and your legacy machines aren't connected at all, you don't have shop floor visibility — you have disconnected reporting.
The goal is a single platform where every machine, regardless of brand or age, feeds a unified view. When that's in place, your ERP sees actual production status — not a manually entered guess.
Dan Villemaire of C&M Machine Products, an Excellerant customer, described the difference directly: "The accuracy of information that's coming into our ERP system is dramatically more accurate than what it was before. We have been able to improve the accuracy of our costs and increase our value to our customers."
Frequently Asked Questions
What is smart manufacturing technology?
Smart manufacturing technology refers to the integration of digital tools — IIoT sensors, AI analytics, cloud computing, and connected networks — into manufacturing processes to enable real-time monitoring, data-driven decision-making, and automated optimization of production. The goal is a manufacturing environment that responds dynamically to conditions rather than operating on static plans.
Is Industry 4.0 the same as smart manufacturing?
Not exactly. Industry 4.0 is the broader framework — the Fourth Industrial Revolution driven by cyber-physical systems and intelligent technologies. Smart manufacturing is the operational practice of implementing those technologies on the factory floor. Industry 4.0 describes the enabling layer; smart manufacturing describes the outcome.
What are the six pillars of smart manufacturing?
The commonly cited pillars are connectivity, data and analytics, automation, cybersecurity, cloud computing, and workforce/human-machine collaboration. Connectivity is foundational — every other pillar depends on it to deliver value.
What types of networks are used in smart manufacturing?
Smart factories use wired networks (Ethernet, RS-232) and wireless networks (Wi-Fi, private 4G/5G), paired with industrial protocols like MTConnect, OPC-UA, Modbus, and FANUC FOCAS. Edge computing handles local processing; cloud platforms manage analytics and cross-system integration.
How do legacy CNC machines connect to Industry 4.0 networks?
Legacy machines connect through DNC systems and protocol conversion hardware that bridge older serial or proprietary communications to modern network standards — often wirelessly, using adapters that attach to RS-232 ports. This approach avoids machine replacement and allows older equipment to feed data into the same monitoring platform as modern CNCs.
What is DNC in manufacturing?
DNC (Direct Numerical Control) transfers NC programs between a computer and CNC machines over a network, replacing physical media like USB drives or floppy disks. Modern DNC systems add bidirectional transfer, centralized program management, revision control, and real-time machine communication, both wired and wireless.