Manufacturers who understand and act on Industry 4.0 are cutting downtime, improving quality, and pulling ahead of competitors still running on clipboards and tribal knowledge. Those who don't risk being outpaced — not by size, but by data.
The term itself creates confusion. "Industry 4.0," "smart manufacturing," "Fourth Industrial Revolution," "Manufacturing 4.0" — they all describe the same shift. This guide cuts through the terminology with a practical, shop-floor-level explanation covering what Industry 4.0 actually means, which technologies drive it, what benefits manufacturers can realistically expect, and where to start.
Key Takeaways
- Industry 4.0 integrates digital technologies — IIoT, AI, cloud computing, and analytics — into manufacturing to create smarter, more connected factories
- It enables real-time, data-driven decisions instead of reactive, paper-based management
- The core tech stack — IIoT sensors, AI/ML, cloud and edge computing, and digital twins — functions as an integrated system, not a collection of standalone tools
- Manufacturers gain reduced downtime, higher quality output, better OEE, and greater supply chain visibility
- The most practical starting point is machine connectivity and real-time data collection — everything else builds on that foundation
What Is Industry 4.0? Definition and Historical Context
McKinsey defines Industry 4.0 as "the next phase in the digitization of the manufacturing sector," driven by data and connectivity, analytics, human-machine interaction, and advanced automation. NIST describes it as connecting machines, people, and physical assets into an integrated digital ecosystem that generates, analyzes, and acts on data.
The terms Fourth Industrial Revolution, 4IR, and Manufacturing 4.0 all refer to the same transformation.
The Four Industrial Revolutions
Each revolution fundamentally changed what manufacturing could accomplish:
| Revolution | Era | Defining Technology |
|---|---|---|
| First | Late 1700s | Steam power, mechanization |
| Second | Late 1800s | Electricity, mass production |
| Third | 1970s–1990s | Computers, early automation |
| Fourth (Now) | 2010s–present | AI, IIoT, cyber-physical systems |
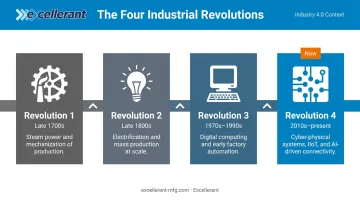
What separates Industry 4.0 from the Third Revolution isn't just more automation — it's intelligent automation. Systems don't just execute instructions; they learn, adapt, and self-optimize based on real-time data.
That raises a natural question: if systems are already learning and adapting, where does the next revolution begin?
Where Does Industry 5.0 Fit?
Industry 5.0 is already emerging.
The European Commission describes it as a transition toward sustainable, human-centric, and resilient industry — one that complements Industry 4.0 rather than replacing it. The focus shifts from machines replacing humans to machines augmenting human judgment and creativity.
For most manufacturers, Industry 4.0 is still the active frontier. Investing in it now builds the connected data foundation that Industry 5.0 will require.
The Core Technologies Powering Industry 4.0
Industry 4.0 isn't defined by any single technology. It's the convergence of several systems working together, each layer building on the one beneath it.
Industrial Internet of Things (IIoT)
IIoT is the foundation. Sensors and networked devices attached to machines collect real-time performance data — cycle counts, alarm states, utilization, run time — and transmit it across connected systems. Without this data layer, the rest of Industry 4.0 has nothing to work with.
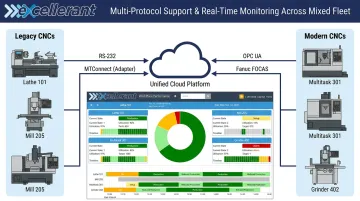
The real challenge is connecting machines of different ages, brands, and protocols to a single network. A typical shop floor might have a brand-new Mazak running Mazatrol alongside a 30-year-old Fanuc CNC on RS-232 serial. Getting both feeding data into one platform requires protocol-level expertise, not just plug-and-play hardware.
Excellerant's IIoT connectivity solution addresses exactly this. The platform supports MTConnect, OPC-UA, Fanuc FOCAS, HAAS MNET, Mazak Mazatrol, and Heidenhain TNCremo for modern machines — plus RS-232 serial, behind-the-tape-reader (BTR), and PLC intermediary devices for legacy equipment. Shops can monitor 40-year-old machines alongside new CNCs on one unified platform, without replacing existing assets.
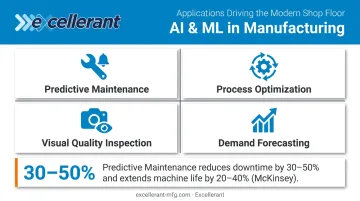
AI and Machine Learning
AI and ML process IIoT data into actionable intelligence. Key applications include:
- Predictive maintenance: flags machines likely to fail before they do
- Process optimization: identifies cycle time and yield improvements automatically
- Visual quality inspection: catches defects via computer vision faster than human inspectors
- Demand forecasting: adjusts production plans based on real consumption patterns
According to McKinsey, predictive maintenance typically reduces machine downtime by 30 to 50 percent and extends machine life by 20 to 40 percent.
Cloud Computing and Edge Computing
Cloud computing stores and processes the large volumes of shop-floor data generated by IIoT sensors and connects operational technology (OT) with business systems like ERP. It's what gives managers visibility from anywhere, not just the plant floor.
Edge computing complements the cloud by processing data locally, near the machine. When latency matters — detecting a quality defect mid-cycle or triggering a safety shutoff — waiting for a round-trip to a data center isn't an option. Those decisions happen at the edge, in near real-time.
Digital Twins
A digital twin is a virtual replica of a physical machine, production line, or entire factory, built from live sensor data. Manufacturers use digital twins to simulate process changes, test new production schedules, or model failure scenarios in a virtual environment before committing changes to the physical floor.
This means fewer costly trial runs, less unplanned downtime from untested changes, and faster iteration. The global digital twin market reflects this growing adoption — MarketsandMarkets projects growth from $21 billion in 2025 to nearly $150 billion by 2030, a 47.9% compound annual growth rate.
What Is a Smart Factory?
A smart factory is a highly connected manufacturing environment where machines, systems, and people share data continuously — enabling automated decisions, real-time visibility, and self-optimizing processes.
The distinction worth drawing: an automated factory removes humans from tasks. A smart factory uses data to make every task — human or automated — more intelligent.
The Two Critical Integrations
Two integrations define how smart factories actually function:
- IT-OT integration connects the production floor to the front office. Shop-floor machines communicate directly with ERP systems, supply chain software, and scheduling tools — replacing manual data entry with automated real-time feeds.
- Horizontal supply chain integration extends that visibility outward. Real-time production data flows to suppliers and customers, enabling proactive communication instead of last-minute scrambling.
The Global Lighthouse Network
The World Economic Forum's Global Lighthouse Network is the industry's most credible benchmark for smart manufacturing at scale. As of January 2026, the network includes 223 leading industry sites following the recognition of 23 new Lighthouses — facilities that have implemented Industry 4.0 with measurable operational and financial results.
These facilities span automotive, electronics, consumer goods, and industrial manufacturing. Lighthouse sites report consistent gains in throughput, yield, and cost — evidence that the underlying model translates across industries, not just the largest enterprises.
Key Benefits of Industry 4.0 for Manufacturers
Reduced Machine Downtime via Predictive Maintenance
Instead of fixed maintenance schedules or waiting for a breakdown, IIoT-connected machines flag early warning signs. Maintenance teams act before failure, not after.
The financial stakes are significant. Siemens research shows that every unproductive hour costs automotive manufacturers $2.3 million — roughly double the figure from 2019. For large plants, an idle production line can cost $695 million per year.
McKinsey's benchmark: predictive maintenance reduces downtime by 30–50 percent. That's the difference between scheduled repairs and emergency shutdowns.
Improved Quality and Defect Detection
AI-powered visual inspection and real-time process monitoring catch anomalies earlier in the production cycle, when corrections are cheapest. According to IBM Institute for Business Value research, intelligent manufacturing can improve production defect detection by as much as 50 percent and improve yields by as much as 20 percent.
Earlier detection also means lower correction costs — a defect fixed at the machine is a fraction of the cost of a customer return.
Higher OEE and Resource Utilization
Overall Equipment Effectiveness measures three components — availability, performance, and quality. Real-time visibility into all three lets operators and managers identify waste systematically rather than relying on shift-end reports.
Excellerant's OEE monitoring continuously computes all three components across every connected machine, with breakdowns by machine, shift, and job. A one-tap downtime categorization tool lets operators log stoppage reasons without leaving the machine.

Supply Chain Visibility, Responsiveness, and Customization
When production data feeds automatically into ERP and supply chain systems, the downstream impact compounds across the operation:
- Procurement decisions improve as real-time output data replaces manual reporting
- Delivery schedules adjust proactively when disruptions surface in hours, not days
- Smaller, customized batches become economical, shifting production toward "lot size of one" capability
- New customer segments open up as shops compete on value and flexibility rather than price alone
Challenges of Adopting Industry 4.0 (And How to Overcome Them)
Legacy Machine Integration
Most job shops and mid-size manufacturers operate mixed fleets spanning decades of brands and protocols. Unified connectivity is the first hurdle — and often the most daunting.
The good news: IoT gateway devices, DNC solutions, and protocol adapters can retrofit older machines without requiring replacement. A 1985 Fanuc CNC can share a network with a 2024 Mazak. The technology exists; the challenge is finding a connectivity platform with the protocol expertise to actually do it.
The Skills Gap
Industry 4.0 demands new skills: data interpretation, system monitoring, predictive analytics. Many shop floors don't have them yet. Deloitte projects a net need for 3.8 million new manufacturing employees between 2024 and 2033 — with roughly 1.9 million of those positions potentially going unfilled if manufacturers don't address the skills gap.
Both upskilling (training workers for evolved roles) and reskilling (training for entirely new roles) are required. Manufacturers who invest in workforce development alongside technology deployment get significantly better outcomes than those who don't.
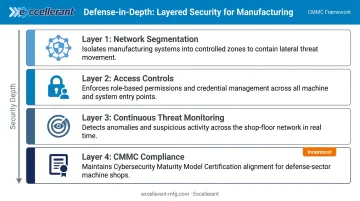
Cybersecurity Risks
Every connected device expands the attack surface. As OT and IT networks converge, manufacturing facilities become targets for ransomware and data breaches that halt production. A layered security approach needs to be built in from day one, not treated as an afterthought:
- Network segmentation to isolate OT from IT systems
- Access controls limiting who can reach critical equipment
- Continuous threat monitoring for anomalies and intrusions
- CMMC compliance for defense contractors operating under NIST 800-171
Pilot Purgatory
Many manufacturers run small Industry 4.0 pilots successfully, then stall. McKinsey data shows that companies run an average of 8 Industry 4.0 pilots, but only 30 percent reach scale across the organization. About 85 percent spend more than a year stuck in pilot mode.
The path forward is to start with a focused, high-value use case — machine connectivity and OEE monitoring is a reliable first choice — prove ROI with real data, then use that momentum to fund the next phase. Excellerant's platform explicitly supports this path: DNC software serves as the entry point, with a clear upgrade path to full machine monitoring using the same hardware.
How to Start Your Industry 4.0 Journey
Audit Before You Act
Start with an honest assessment:
- What machines are on the floor, and how old are they?
- What data (if any) is currently being collected?
- What systems — ERP, MES, scheduling — are in use?
- Where are the biggest operational pain points?
This baseline prevents the most common mistake: buying technology that doesn't solve the actual problem.
Start with Machine Connectivity
Before investing in AI, digital twins, or advanced analytics, manufacturers need reliable, real-time data from their machines. Machine connectivity is the prerequisite for everything else.
Excellerant connects any CNC — regardless of age, brand, or protocol — to a unified cloud platform with real-time monitoring and visualization available from day one. Modern machines connect via ethernet or WiFi; legacy equipment connects via RS-232 serial or PLC adapters. No machine replacement required.
For shops not yet ready for full machine monitoring, Excellerant's DNC software connects the shop floor to a centralized program file system — and creates a clear upgrade path to full IIoT monitoring when the time is right.
Scale Incrementally
Industry 4.0 doesn't require a complete overhaul. The most successful implementations:
- Start with one high-impact use case — predictive maintenance, OEE monitoring, or paperless DNC
- Measure and document ROI — real data from your shop, not vendor case studies
- Use that proof to justify the next phase — budget, stakeholder buy-in, and team confidence all follow demonstrated results
- Expand systematically — add capabilities on the same platform rather than introducing new vendors
The goal isn't to deploy every Industry 4.0 technology at once. It's to build a connected, data-driven operation one proven step at a time.
Frequently Asked Questions
What is the main goal of Industry 4.0 in manufacturing?
The primary goal is integrating digital technologies into manufacturing to improve efficiency, quality, and flexibility. It replaces reactive, paper-based management with real-time data visibility — enabling faster decisions, less downtime, and more responsive production.
What is the difference between Industry 4.0 and lean manufacturing?
Lean manufacturing is a methodology focused on eliminating waste through process discipline (rooted in the Toyota Production System), while Industry 4.0 is a set of digital technologies. They're complementary: real-time OEE monitoring and predictive maintenance give lean initiatives the data visibility they need to be effective and sustainable.
What are Industry 5.0 technologies?
Industry 5.0 builds on Industry 4.0's digital foundation but shifts focus toward human-machine collaboration, where robots and AI augment human creativity and judgment rather than replacing it. Technologies include collaborative robots (cobots), advanced AR interfaces, and AI systems designed to work alongside humans.
Can small manufacturers and machine shops implement Industry 4.0?
Yes. Cloud-based platforms and IIoT solutions have substantially lowered the barrier to entry. Many shops start by connecting existing machines to a monitoring network — generating immediate ROI without large capital outlay. Scalable platforms like Excellerant's can start with a single machine and grow across an entire facility.
How do I connect legacy CNC machines to an Industry 4.0 network?
Legacy CNCs connect via IoT gateway devices, DNC software, and protocol adapters that translate older communication standards into modern networked data. Excellerant's platform handles RS-232 serial, BTR, and other legacy controls, connecting machines of any age or brand without requiring replacement.
What is the difference between IIoT and IoT?
IIoT (Industrial Internet of Things) refers specifically to IoT applied in industrial and manufacturing settings. Where consumer IoT focuses on convenience, IIoT targets machine performance data, operational efficiency, and safety.