According to MachineMetrics' 2022 CNC dataset, average CNC machine utilization across hundreds of US companies was just 25.9%, with most shops performing between 17% and 20%. Meanwhile, 70% of manufacturers still enter data manually, which means the data informing those decisions is likely incomplete before anyone even looks at it.
OEE — Overall Equipment Effectiveness — is the standard metric that makes downtime visible, measurable, and comparable across machines, lines, and shifts. This guide covers both how OEE reporting works and how to act on the data it surfaces.
Key Takeaways
- Machine downtime reporting tracks when, how long, and why each machine stopped, whether planned or unplanned
- OEE combines Availability, Performance, and Quality into one score for true scheduled-time productivity
- Manual logs miss up to 30% of stop events — automated capture is the only reliable method
- Key metrics: total downtime, availability, MTBF, MTTR, and downtime by reason code
- Real improvement requires a closed loop: capture → classify → calculate → identify losses → act
What Is Machine Downtime & OEE Reporting?
Machine downtime is any period when a scheduled machine is not producing. That definition covers two very different situations:
- Planned downtime — scheduled maintenance, changeovers, tooling changes, and calibration events that the team knows about in advance
- Unplanned downtime — breakdowns, fault alarms, operator errors, material shortages, and any stop that wasn't on the schedule
The distinction matters because planned and unplanned downtime require different responses. One is managed; the other is a signal that something needs fixing.
OEE reporting aggregates downtime, speed loss, and quality loss data into the Availability × Performance × Quality framework to produce a single, comparable efficiency score — per machine, per line, or per shift. A declining OEE score tells you production is suffering. The three factors tell you exactly where.
This matters most in environments where machine utilization directly drives on-time delivery:
- High-mix, low-volume CNC job shops
- Aerospace and defense suppliers
- Medical device manufacturers
- Any precision shop where one late machine cascades into a missed delivery
Excellerant's OEE and downtime analytics platform is built for these environments — connecting machines of any brand or age to real-time performance dashboards and supporting the compliance requirements (ISO 9000, CMMC) that aerospace, defense, and medical shops operate under.
The OEE Formula: Availability, Performance & Quality
OEE = Availability % × Performance % × Quality %
A score of 100% means every scheduled minute produced a good part at the design cycle rate — a theoretical ceiling, not a practical target. According to OEE.com's world-class benchmark, 85% OEE is the widely cited world-class target for discrete manufacturing, built from 90% Availability, 95% Performance, and 99.9% Quality. LeanProduction notes that 60% is fairly typical for discrete manufacturers — meaning most shops have meaningful room to improve.
Availability
Availability = (Run Time ÷ Planned Production Time) × 100
This factor is the most directly impacted by downtime events. "Planned Production Time" — also called loading time — is the scheduled window a machine is expected to produce, after subtracting breaks and planned facility shutdowns.
Getting this denominator right matters. Define it too broadly and OEE looks artificially low; define it too narrowly and you're inflating the score. Consistent baseline definitions are what make cross-machine or cross-period comparisons meaningful.
Performance
Performance = (Ideal Cycle Time × Total Parts Count) ÷ Run Time
Performance captures speed losses — machines technically running but slower than their design rate due to minor stops, worn tooling, or suboptimal parameters. These losses rarely make it into a shift log without automated tracking, because operators don't stop to record a 45-second stumble between cycles.
Quality
Quality = Good Count ÷ Total Count
Startup rejects after changeovers and in-process defects both drag Quality down and represent wasted productive time even when the machine was technically "running." A cell producing 500 parts per shift with a 3% defect rate loses 15 parts worth of capacity — time that OEE counts against you whether or not an alarm ever fired.
The Six Big Losses
The Six Big Losses framework from OEE.com maps each OEE factor to specific loss types:
| OEE Factor | Loss Category | Cause Type |
|---|---|---|
| Availability | Equipment Failure | Unplanned breakdowns |
| Availability | Setup/Adjustments | Changeovers, tooling |
| Performance | Minor Stops / Idling | Brief unlogged stoppages |
| Performance | Reduced Speed | Below-rate operation |
| Quality | Process Defects | In-process scrap |
| Quality | Reduced Yield | Startup rejects |
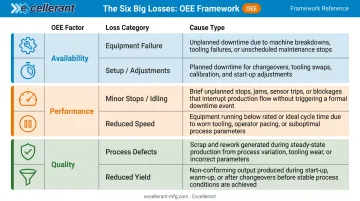
Without this framework, a shop knows its OEE dropped — but not whether to blame the maintenance team, the process engineers, or the quality plan. The Six Big Losses turn a single number into a prioritized action list.
Key Metrics for Machine Downtime Reporting
Five metrics form the foundation of any credible downtime reporting program. Together, they shift maintenance from reactive firefighting to measurable, improvable operations.
Total Downtime
Total minutes or hours lost per machine or line per shift, segmented by planned vs. unplanned. Without this baseline, no other metric is meaningful. It answers the first question: how much time did we actually lose?
MTBF — Mean Time Between Failures
Average operating time between unplanned stop events. Tracking MTBF trends over time is a leading indicator of equipment degradation — a declining MTBF signals the need for intervention before the next failure. Waiting for the failure is the more expensive option.
MTTR — Mean Time to Repair
Average time to restore a machine after a failure. High MTTR often reflects spare parts availability gaps, technician skill gaps, or missing troubleshooting procedures. Fault severity is rarely the only factor. Improving MTTR is often faster and cheaper than reducing failure frequency.
Downtime by Reason Code
Raw stop-time data only becomes actionable when categorized. A two-level structure works well in practice:
- Top-level categories (6 or fewer): Mechanical, Electrical, Process, Planned Maintenance, Changeover, Operator/External
- Sub-reason codes: Specific enough for root-cause analysis, simple enough to complete in under 30 seconds
Keeping the top-level list short improves operator compliance. A spike in "unknown fault" or generic codes means one of two things: the list is too complex, or operators aren't confident making the call. Either way, the data becomes unreliable.
Unplanned vs. Planned Downtime Ratio
This ratio is a direct indicator of maintenance program maturity. According to Reliabilityweb, reactive work should account for less than 20% of all maintenance activity in a mature program. A high unplanned proportion means the operation is largely reactive — and reactive stops are longer, costlier, and harder to schedule around than planned ones.
How to Build a Machine Downtime & OEE Reporting System
Step 1 – Define Your Production Baseline
Establish scheduled production time (loading time) for each machine. This is the denominator for every OEE and availability calculation.
- Identify what counts as planned downtime and exclude it consistently
- Document the definition so it doesn't drift between shifts or supervisors
- Inconsistent baseline definitions are the most common source of inflated or misleading OEE scores
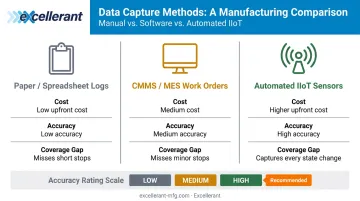
Step 2 – Connect Your Machines for Real-Time Data Capture
Data quality is determined by how machines are connected. Three approaches exist:
| Method | Cost | Accuracy | What It Misses |
|---|---|---|---|
| Paper/spreadsheet logs | Low | Low | Short stops, minor stoppages, timing errors |
| CMMS/MES work orders | Medium | Medium | Minor stops, events between work orders |
| Automated IIoT sensors | Higher upfront | High | Nothing — timestamps every state change |
The practical challenge for most shops: a mix of newer CNCs and older legacy equipment with no native network output. Some machines require external interfaces or protocol bridging to get connected at all.
Excellerant addresses this directly. The platform supports connections via Fanuc FOCAS, HAAS MNET, Mazak Mazatrol, MTConnect, OPC-UA, and RS-232/serial — covering everything from a current-generation machining center to a 40-year-old machine with no native output. Modern CNCs connect via ethernet or WiFi; legacy equipment connects through serial adapters or PLC intermediary devices.
As an MTConnect Standards Committee Voting Member with 30 years of machine tool networking experience, Excellerant has the protocol depth to reach machines that other solutions can't.
Step 3 – Classify and Code Every Downtime Event
Once a stop is captured, it must be categorized before it's useful. Excellerant's platform includes a one-tap situation picker that lets operators classify a stop — personnel, material, tooling, machine malfunction — directly at the machine, without leaving the floor or filling out a form.
That speed matters. Design the reason code library so it's:
- Specific enough for root cause analysis
- Completable in under 30 seconds
- Short enough that operators don't default to "unknown"
Step 4 – Calculate OEE from Captured Data
A concrete example using an 8-hour shift (480 minutes):
- Planned Production Time: 460 min (after 20 min scheduled break)
- Downtime: 60 min (unplanned stops)
- Run Time: 400 min → Availability = 400 ÷ 460 = 87%
- Ideal Cycle Time: 1 min/part; Parts Produced: 360 → Performance = (1 × 360) ÷ 400 = 90%
- Good Parts: 342 of 360 → Quality = 342 ÷ 360 = 95%
- OEE = 87% × 90% × 95% = 74.4%
In this example, Availability is dragging the score. That points directly to downtime reduction as the highest-leverage intervention.
Excellerant's platform runs this calculation automatically, broken down by machine, shift, and job, with no manual spreadsheet work involved.
Step 5 – Report and Visualize
A single OEE score isn't a reporting system. Effective reporting uses multiple views:
- Real-time dashboards showing shift-level machine status, job progress, and schedule adherence
- Downtime Pareto charts ranking which reason codes account for the most lost time
- MTBF/MTTR trend charts tracking equipment reliability over time
- Side-by-side shift and machine comparison reports across assets or periods
Pareto analysis is particularly useful for prioritizing maintenance investment. A 2024 CNC OEE study published in the Journal of Industrial Integration found that technical and maintenance issues were the primary downtime contributors, consistent with the Six Big Losses framework.
Excellerant's Shop Summary Dashboard surfaces all connected equipment status in real time, with machine-status timelines, state charts, and run-to-run comparison tools accessible from any device.

Step 6 – Close the Loop: Act and Review
Reporting has no value without a structured review and action cycle. A practical cadence:
- Daily: Review overnight downtime events; escalate unresolved stops
- Weekly: Pareto analysis of reason code distributions; identify recurring patterns
- Monthly: OEE trend review linked to maintenance scheduling and capital planning
Set improvement targets against a documented baseline. "Reduce unplanned downtime by 15% over the next quarter" is an actionable target. "Improve OEE" is not. Revisit targets at each monthly review and audit data quality periodically. A spike in uncategorized stops is a signal that the coding process needs attention.
How Excellerant Can Help Connect and Track Your Machines
For shops still running paper logs or spreadsheets, the biggest barrier to accurate OEE reporting isn't the formula — it's the data. Manual entry introduces errors, and manual logging misses short stops entirely. That makes every OEE score a best-case estimate, not a measurement.
Excellerant provides the connectivity layer that makes accurate reporting possible, regardless of the equipment mix on the floor. The platform collects real-time machine data — spindle state, program status, cycle counts, fault codes, alarm states — and feeds it directly into OEE and downtime analytics dashboards. Every stop is timestamped. Nothing requires an operator to remember to write it down.

The difference shows up quickly in day-to-day operations. Dan Villemaire from C&M Machine Products noted that "the accuracy of information that's coming into our ERP system is dramatically better than what it was before," resulting in improved cost accuracy and greater value to customers.
At McMellon Bros., Rory Miller described how machine monitoring evolved from a progress-tracking tool into a foundational element of quoting, scheduling, and process planning — a shift only possible once the underlying data became reliable.
Key capabilities that make this practical:
- Universal connectivity — any brand, any protocol, new or legacy equipment on one platform
- No per-seat licensing — unlimited users and displays, accessible from any browser or device
- Bidirectional ERP integration — connects with Epicor, JobBoss, Global Shop Solutions, SAP, and Oracle to replace manual labor tickets with automated actual-hours capture
- One-tap reason coding — operators classify stops at the machine in seconds
Shops looking to move from estimated OEE scores to verified ones can contact Excellerant to discuss their equipment mix and get a consultation.
Frequently Asked Questions
Do you include planned downtime in OEE?
Standard OEE excludes planned downtime from Planned Production Time, meaning it doesn't count against Availability. Some plants include it to get a harder, more complete picture of total equipment utilization. The method matters less than consistency — pick one approach and apply it uniformly so comparisons remain valid.
How do you measure downtime?
Downtime is measured as the total time a machine was scheduled to run but was not producing. It's captured manually via operator logs, through CMMS work orders, or automatically via sensors and IIoT interfaces. Automated capture is most accurate — it timestamps every stop, including brief stoppages that manual logs miss.
What is loading time in OEE?
Loading time — also called Planned Production Time — is the total scheduled time a machine is expected to be available for production within a shift or day, after subtracting excluded breaks or facility shutdowns. This figure serves as the baseline denominator for all availability loss calculations.
What is a downtime report?
A downtime report summarizes when machines stopped, for how long, and why — typically presented as a Pareto chart by reason code, a trend over time, or a shift-level summary. It is the primary tool for identifying root causes of availability losses and deciding where to focus corrective action.
What is a good OEE score for a machine shop?
OEE.com cites 85% as the world-class benchmark for discrete manufacturing, but most real-world operations score significantly below this. Chasing a universal target is less useful than tracking improvement against your own baseline — a shop moving from 55% to 68% OEE is making meaningful progress regardless of the benchmark.
What is the difference between MTBF and MTTR?
MTBF measures how long a machine runs on average before an unplanned stop (a reliability metric), while MTTR measures how long it takes to restore the machine afterward — a gauge of maintenance response efficiency. Both need to improve together to cut the total production impact of unplanned downtime.