For machine shops and CNC-heavy facilities, the exposure is personal. Every unplanned stoppage erodes margin, delays customer orders, and — if it happens often enough — puts long-term relationships at risk. The shops that feel this most acutely are often the ones without visibility into why their machines are going down.
This guide covers everything in one place: clear definitions, key statistics, a true cost breakdown, calculation methods, the leading causes, and the strategies that actually move the needle.
Key Takeaways
- Unplanned downtime costs industrial manufacturers an estimated $50 billion per year (Deloitte)
- Factories lose at least 5% of productive capacity to downtime — many lose up to 20%, per the ISA
- Equipment failure and aging machinery are the leading cause of unplanned downtime events across industrial facilities
- Real-time machine monitoring and preventive maintenance deliver the highest-impact downtime reductions
What Is Manufacturing Downtime?
Manufacturing downtime is any period when production stops or is significantly reduced — whether on a single machine, an entire line, or across a whole facility. It's measured against available production time, making it the direct inverse of uptime.
Not all downtime is created equal.
Planned vs. Unplanned Downtime
Planned downtime covers scheduled stops built into the production calendar. These events are budgeted for and their impact is predictable:
- Routine preventive maintenance (PM) windows
- Tooling changeovers and setup time
- Shift transitions and scheduled inspections
A shop that plans a Saturday morning PM window and adjusts its capacity accordingly is managing the machine's lifecycle — not losing ground.
Unplanned downtime is the opposite. Sudden equipment failures, power outages, material shortages, and operator errors create stops that weren't accounted for in overhead projections. The job that was supposed to ship Thursday doesn't. The downstream customer calls Friday morning. The shop scrambles.
That scramble — the overtime, the expediting, the customer management — is where the real cost accumulates. Most post-mortems track the machine hours lost, but miss the downstream costs entirely.
Key Manufacturing Downtime Statistics
The data on downtime is scattered across multiple sources, and some figures circulating online aren't well-sourced. Here's what the primary research actually says:
How Much Production Time Is Lost?
Siemens' 2024 large-enterprise research puts average unplanned downtime at 326 hours per year for large manufacturing plants — roughly 6.3 hours per week. That's the verified figure for larger operations. Smaller job shops face different utilization patterns, though unplanned stops are just as disruptive at any scale.
The Productivity Loss Range
The ISA found that every factory loses at least 5% of productive capacity to downtime, with many losing up to 20%. Deloitte's analysis reinforces this range, noting that poor maintenance practices alone account for a 5–20% reduction in plant productive capacity. Where a facility lands in that range depends heavily on equipment age and maintenance maturity.
What Does an Hour of Downtime Cost?
Costs scale sharply with company size:
| Company Size | Estimated Downtime Cost Per Hour |
|---|---|
| Small business (<$50M revenue) | Up to $8,600 |
| Cross-industry average | ~$260,000 (Aberdeen/ServiceMax) |
| Large manufacturing enterprise | ~$1.32M (Siemens, 2024) |
| Large automotive plant | ~$2.3M (Siemens, 2024) |
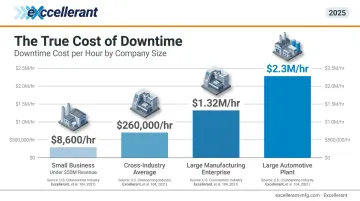
The $260,000 figure is cross-industry and shouldn't be applied as a machine-shop benchmark. The more useful number for most job shops is building your own calculation — covered in the next section.
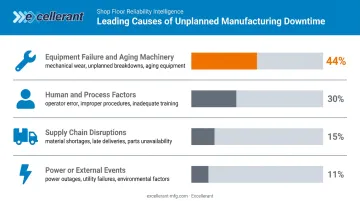
The Leading Cause
Plant Engineering's maintenance survey found that 44% of respondents cited aging equipment as the leading cause of unscheduled downtime. IndustryWeek/Emerson research puts equipment failure at 42% of all unplanned downtime events — the single largest category. These figures are industrial benchmarks rather than CNC-specific data, but equipment age consistently ranks as the primary culprit across shop types.
The True Cost of Manufacturing Downtime
The invoice for an unplanned stoppage is bigger than most shops calculate. Direct costs show up immediately — labor, repairs, lost output. The indirect costs take longer to surface, and they're often larger.
Direct Costs
- Lost production revenue for every hour the line is stopped
- Idle labor — wages continue even when machines don't
- Emergency repair costs and expedited parts that carry a significant premium over planned procurement
Indirect Operational Costs
- Production backlogs that force overtime or subcontracting at higher cost
- Expediting fees to rush orders through an already-stressed supply chain
- Contractual penalties for late deliveries that reduce margin on the affected jobs — sometimes eliminating it entirely
Safety Exposure
Downtime events that require machine servicing or emergency maintenance carry real safety risk. OSHA estimates that lockout/tagout compliance prevents approximately 120 fatalities and 50,000 injuries annually — a direct measure of the hazardous-energy exposure that comes with unplanned maintenance events. Workers injured from hazardous energy exposure lose an average of 24 workdays for recuperation, adding weeks of reduced capacity on top of the original stoppage.
Beyond the human cost, those 24 lost workdays per incident translate directly into the labor shortage and scheduling pressure that makes the next downtime event harder to recover from.
Customer and Reputational Costs
Missed delivery windows are recoverable once. Repeatedly missed windows are a supplier qualification issue. For shops serving aerospace, defense, or medical device supply chains, consistent late deliveries can trigger formal reviews — or contract loss. Losing a single long-term defense or aerospace contract can eliminate more revenue than years of emergency repair bills combined.

Workforce Costs
The Manufacturing Institute/APA reported an average total separation rate of 11% in manufacturing. The operational reality is straightforward: chronic equipment failures create stressful working conditions for both operators and maintenance staff, and stressed environments drive exits.
High-turnover shops lose institutional knowledge about machine behavior — quirks, warning signs, historical failure patterns — that experienced operators carry in their heads. That knowledge gap feeds directly back into more downtime.
How to Calculate Manufacturing Downtime Costs
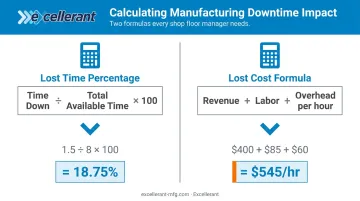
Two formulas cover most of what manufacturers need — one for benchmarking machine performance, one for quantifying financial impact in dollars.
Lost Time Percentage Formula
Formula: Downtime % = (Time Asset Is Down ÷ Total Available Time) × 100
Example: A CNC machine runs an 8-hour shift with 1.5 hours of unplanned downtime.
- 1.5 ÷ 8 = 0.1875
- 0.1875 × 100 = 18.75% downtime rate
Track this over time per machine to identify chronic underperformers and prioritize maintenance resources accordingly.
Lost Cost Formula
Formula: Cost of Downtime = (Revenue Lost per Hour) + (Labor Cost per Hour) + (Overhead Cost per Hour)
Example: A shop running a machining cell at $400/hour in revenue, with $85/hour in labor and $60/hour in overhead:
- $400 + $85 + $60 = $545 per hour of downtime
Apply this per machine, per cell, or plant-wide to build a defensible business case for maintenance investment or monitoring technology.
OEE as a Comprehensive Downtime Metric
Those two formulas isolate specific costs, but Overall Equipment Effectiveness (OEE) ties everything together. OEE combines three components into a single performance score:
- Availability — reduced directly by any unplanned downtime
- Performance — affected by slow cycles and minor stoppages
- Quality — impacted by defects and rework
Downtime feeds most visibly into Availability, but its ripple effects show up across all three.
OEE.com cites 85% OEE as a commonly referenced world-class benchmark, tied to Seiichi Nakajima's original TPM framework. That's a useful reference point, not a universal target for every CNC or job shop. Tracking OEE over time gives shops a standardized way to measure whether downtime reduction efforts are actually working.
Platforms like Excellerant's calculate OEE automatically from live machine data — operators log good versus scrap quantities through the shop floor interface, and the system derives all three components without manual entry.
Top Causes of Unplanned Manufacturing Downtime
Equipment Failure and Aging Machinery
This is the dominant category. Plant Engineering found 44% of maintenance professionals cite aging equipment as the leading driver of unscheduled downtime. Specific failure modes include:
- Bearing wear and lubrication failures
- Oil and coolant leaks that escalate if undetected
- Worn tooling that causes machine faults or quality escapes
- Outdated CNC programs triggering control errors
The pattern is predictable: deferred maintenance creates the conditions for failure. Modern Machine Shop has documented how predictive maintenance programs on machining centers — catching issues like spindle bearing degradation before they cause production stops — directly reduce unplanned downtime.
Human and Process Factors
Equipment isn't the only culprit. Operator error, inconsistent SOP adherence, and poor shift handoffs account for a significant share of avoidable stops. Common contributors include:
- Missed setup steps due to undocumented machine-specific procedures
- Shift-to-shift communication gaps that leave problems unresolved
- Inconsistent operator skill levels in high-turnover environments
When institutional knowledge about machine quirks doesn't transfer reliably between operators, minor issues become production stops.
Supply Chain and External Disruptions
Even well-maintained shops with disciplined operators get stopped by material shortages, supplier delivery failures, and power disruptions. These causes sit outside the shop floor but still show up in downtime metrics. Tracking them separately from mechanical failures matters — it's the only way to distinguish what you can fix internally from what requires supply chain or contingency planning.
How to Reduce Manufacturing Downtime
Shift to Usage-Based Preventive Maintenance
Fixed calendar intervals for PM are a starting point, not an endpoint. The more accurate approach is scheduling maintenance based on actual machine usage data — cycle counts, spindle hours, and alarm history. This prevents both under-maintenance (missing early failure signals) and over-maintenance (wasting time on machines that don't need it yet).
Schedule planned windows during historically low-production periods and consolidate across machines where possible to minimize cumulative throughput impact.
Standardize Operator Training and Escalation Paths
Document the correct procedure for every critical task. Train all operators to the same standard — not just new hires. Establish clear escalation paths so operators know exactly what to do when a machine behaves abnormally, rather than improvising or waiting until the problem is obvious.
Consistent training and defined escalation paths close the gap between operator observation and maintenance response — the delay where small problems become expensive ones.
Implement Real-Time Machine Monitoring
IIoT-connected monitoring systems give maintenance teams two capabilities manual logs can't match: automatic detection of machine stoppages and structured root-cause capture at the moment of occurrence.
Excellerant's machine monitoring platform uses a hybrid approach. Automatic machine-alarm-state tracking logs fault codes and error conditions without operator input. A one-tap situation picker on the tablet-optimized shop floor interface lets operators categorize why a machine is down — personnel, material, tooling, or machine malfunction. Together, they capture both the when and the why without paperwork.
The platform connects any mix of equipment into a single unified dashboard, supporting:
- Modern CNCs via ethernet or WiFi
- Legacy machines via RS-232 serial or PLC adaptors
- Fanuc (FOCAS), HAAS (MNET), Mazak (Mazatrol), and other major protocols

A shop doesn't need to replace older equipment to get full visibility. Historical views, run-to-run trend comparisons, and standardized downtime reports by machine or cell let maintenance staff identify recurring failure modes and prioritize the fixes with the most impact.
Frequently Asked Questions
What is the average cost of downtime per hour in manufacturing?
Cross-industry estimates average around $260,000 per hour (Aberdeen/ServiceMax), while Siemens' 2024 research puts large manufacturing enterprises at $1.32 million per hour. Your actual number depends on revenue per hour, labor rates, and overhead — use the Lost Cost formula to find it.
What is the most common cause of unplanned downtime in manufacturing?
Equipment failure and aging machinery. Plant Engineering found 44% of maintenance professionals cite aging equipment as the leading driver, while IndustryWeek/Emerson research puts equipment failure at 42% of all unplanned downtime events. Insufficient preventive maintenance and deferred repairs are the underlying mechanism in most cases.
What is the difference between planned and unplanned downtime?
Planned downtime is scheduled in advance — maintenance windows, tooling changeovers, shift transitions — and is budgeted into the production calendar. Unplanned downtime is unexpected, unbudgeted, and significantly more costly because it disrupts schedules and triggers secondary costs like overtime and expediting.
How do you calculate the cost of downtime in manufacturing?
Use two formulas together: Lost Time Percentage (Time Down ÷ Total Available Time × 100) measures operational impact, while the Lost Cost formula (revenue + labor + overhead per hour) converts that impact into a dollar figure for budget decisions.
How can manufacturers reduce unplanned downtime?
The highest-impact approaches are:
- Preventive maintenance scheduled around actual machine usage data
- Standardized operator training with clear escalation procedures
- Real-time machine monitoring that detects stoppages and captures root-cause data automatically
What is a good downtime percentage for a manufacturing plant?
World-class manufacturers typically target 85% OEE or above, which implies unplanned downtime rates well below 5% of available production time. That said, OEE benchmarks vary by industry and equipment type — the more useful goal is consistent improvement over your own baseline rather than chasing an absolute number.


