Introduction
Most manufacturers have an ERP system. Far fewer have one that reflects what's actually happening on the shop floor right now.
That gap is where strategic decisions fall apart:
- Schedulers commit to delivery dates based on yesterday's job status
- Supervisors find out a machine has been down for three hours at the morning stand-up
- Managers approve quotes using theoretical capacity while actual utilization tells a different story
The root cause isn't a lack of data. According to the Manufacturing Leadership Council, 70% of manufacturers still collect data manually — and 44% reported their data volume had at least doubled in the prior two years. More data, entered by hand, into systems already hours behind. That math doesn't work.
What follows breaks down what real-time ERP data actually means on the shop floor — and the concrete advantages manufacturers gain when they stop flying blind.
Key Takeaways
- Real-time ERP data reflects actual machine status, production counts, and job progress as they happen — not hours later
- Core advantages include accurate production visibility, confident scheduling, and faster response to exceptions
- Without live data, decisions are made on stale information — leading to missed deadlines, overbooking, and reactive firefighting
- Realizing full value requires consistent machine-level data capture, regular review, and leadership willing to act on what the data shows
What Is Real-Time ERP Data?
Real-time ERP data is operational information that updates continuously as events occur on the shop floor — not through manual entry or end-of-shift batch uploads. That includes production output, machine status, job progress, cycle times, and scrap counts, flowing into the system the moment they happen.
Where It Comes From
In a manufacturing environment, this data originates at the machine level: CNC machines, production cells, work centers, and assembly stations. It flows into the ERP through machine connectivity or IIoT infrastructure — automatically, without an operator typing numbers into a screen.
MESA defines real-time data as time-series data with a date-time stamp used for process control and trend analysis, distinguishing it from batch data collected over intervals like shifts or production runs. The practical difference: batch data ages the moment it's captured. Real-time data doesn't.
What Real-Time Data Actually Captures
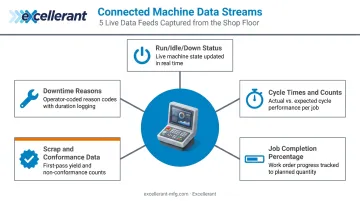
A platform like Excellerant's pulls several data streams simultaneously from connected machines:
- Run/idle/down machine status, updated continuously
- Actual cycle times and counts per part, per operation
- Job completion percentages against planned work orders
- Scrap and conformance data entered at the machine
- Downtime reasons categorized by operators with a single tap
That picture — accurate, current, and sourced directly from the machines — is what gives schedulers, operations managers, and executives something reliable to act on.
Key Advantages of Real-Time ERP Data for Manufacturers
The advantages below focus on outcomes manufacturing businesses actually measure — changes to scheduling accuracy, downtime response, and forecasting confidence that show up in KPIs and customer relationships.
Advantage 1: Accurate Production Visibility That Eliminates Data Gaps
In most shops, ERP data about job progress and machine utilization is only as current as the last manual entry. An operator finishes a batch, writes it on a paper ticket, and someone enters it into the system at end of shift — or doesn't. By the time a scheduler checks job status, the data could be four hours old.
Real-time machine connectivity closes that gap. Machine-level data (cycle counts, run/idle/down status, job completions) is captured automatically and pushed to the ERP without operator input — so the system always reflects actual conditions, not a best-guess approximation.
MESA notes that manual data collection is labor-intensive, carries risk of duplicate entries and errors, and frequently ends up in local spreadsheets that aren't shared across the organization. Each failure point multiplies across a multi-machine, multi-shift operation.
At C&M Machine Products, after implementing Excellerant's real-time machine connectivity, production manager Dan Villemaire reported: "The accuracy of information that's coming into our ERP system is exponentially better than what it was before. We have been able to improve the accuracy of our costs and increase our value to our customers."
KPIs impacted:
- ERP data accuracy rate
- Manual data entry hours per shift
- Job status reporting lag
- Labor tracking accuracy
When this matters most: High-mix, low-volume shops running many concurrent jobs across mixed machine types — where a single wrong job priority or incorrect delivery promise carries a real cost.
Advantage 2: Confident Production Scheduling and Forecasting
Production scheduling depends on knowing how machines are actually performing — not theoretical capacity from a spec sheet, but real utilization rates, actual cycle times, and live queue depths.
When that data is absent, schedulers work from assumptions. Machines get double-booked. Lead times get quoted based on what a machine should do, not what it is doing. Delivery commitments slip.
How Real-Time Data Changes Scheduling
With live machine data feeding the ERP, schedulers can:
- See current machine loads and queue lengths without walking the floor
- Identify bottlenecks as they develop, not after they've caused a delay
- Adjust job sequences based on what's actually happening, not what was planned last week
- Generate quotes with lead times grounded in real capacity, not theoretical availability
Excellerant's finite dynamic scheduling system closes the loop between live machine status and the production schedule — rescheduling dynamically against actual shop conditions when priorities shift or equipment states change.
Federal Reserve data puts manufacturing capacity utilization at 75.8% as of April 2026, roughly 2.4 percentage points below its long-run average. That gap between available capacity and utilized capacity represents real money left on the table — and much of it traces back to scheduling decisions made without accurate data.
KPIs impacted:
- On-time delivery rate
- Machine utilization rate
- Schedule adherence
- Quote-to-actual lead time variance
When this matters most: Aerospace, defense, and medical device manufacturers operating under tight delivery commitments, where a scheduling error can have contractual or quality consequences. Excellerant's customer base skews heavily toward these regulated sectors for that reason.
Advantage 3: Faster Response to Production Exceptions
Real-time ERP data lets operations managers detect exceptions (unplanned downtime, scrap events, job delays) the moment they occur, not at end-of-shift review or the next morning's stand-up.
The window between an exception and a management response is directly proportional to the cost it causes. A machine down for 20 minutes can be rerouted. One that's been down for three hours has already missed its production window.
How Exception Detection Works in Practice
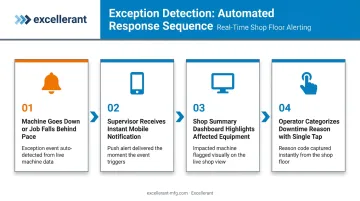
Excellerant's platform monitors all connected machines 24/7, with a predictive rule engine that flags deviations from plan automatically. When a machine goes down or a job falls behind pace:
- Supervisors receive an instant notification via the mobile app
- The Shop Summary Dashboard highlights the affected equipment and job
- Operators can categorize the downtime reason with a single tap — tooling, material, personnel, or machine fault
- Schedulers see the impact on downstream jobs before the delay compounds
Deloitte's predictive maintenance research puts unplanned downtime costs for industrial manufacturers at $50 billion per year. Every hour a machine sits idle without management knowing is an hour that can't be recovered.
At McMellon Bros., Rory Miller described the shift this way: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it."
KPIs impacted:
- Mean time to detect (MTTD) for production issues
- Unplanned downtime hours
- Scrap rate
- Customer-impacting delays
When this matters most: High-volume or time-sensitive environments where a single machine stoppage creates a downstream cascade across jobs or shifts.
What Happens When Real-Time ERP Data Is Missing
The operational pattern in shops without live machine data is predictable. Managers work from yesterday's actuals. Schedules are built on assumed capacity. Problems surface at review meetings — well after they've already caused damage.
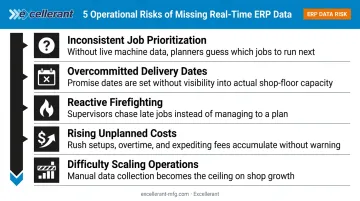
The compounding consequences:
- Inconsistent job prioritization because actual machine status is unknown at decision time
- Overcommitted delivery dates based on theoretical rather than actual capacity
- Reactive firefighting that consumes supervisor time and disrupts planned work
- Rising costs from expediting, overtime, and scrap that weren't anticipated
- Difficulty scaling when the shop floor is already opaque to management
Many manufacturers accept this as normal. The gap between what the ERP shows and what the floor is actually doing is more than an operational inconvenience. It's a strategic liability — one that compounds as customer count, machine count, and job complexity all increase.
How to Get the Most Value from Real-Time ERP Data
Real-time ERP data delivers its full value only when three conditions are met:
- Data is captured consistently — every machine on the floor, not just new equipment or selected work centers
- Outputs are reviewed regularly — by the people who can act on them, not just logged and ignored
- Insights drive actual decisions — production managers who adjust schedules from live OEE data consistently outperform those still working from weekly summary reports
The Foundation: Universal Machine Connectivity
The most common failure point is incomplete data capture. A shop that monitors 80% of its machines has a 20% blind spot — and problems often originate exactly where visibility ends.
Excellerant's universal machine connectivity platform connects any machine in the shop, regardless of age, brand, or protocol. Modern CNCs connect via ethernet or WiFi. Legacy RS-232 machines connect through serial communications or PLC intermediary devices. Older controls — including machines 20, 30, and 40 years old — connect through the same platform.
Supported protocols include:
- MTConnect
- OPC-UA
- Fanuc FOCAS
- HAAS MNET
- Mazak Mazatrol
No equipment replacement required.
The result is a complete data stream feeding the ERP — every machine accounted for, including the ones too old to connect with conventional tools.
Conclusion
Real-time ERP data gives manufacturing operations something dashboards alone never could: the ability to make commitments that hold up against what the shop floor is actually doing. When production visibility, scheduling, and exception response are all grounded in live machine data, the front office and the shop floor finally speak the same language.
The three advantages — production visibility, scheduling confidence, and faster exception response — compound over time. Shops that build real-time data practices into daily operations improve steadily across every dimension that matters. The gap between them and shops still relying on manual reporting grows wider every quarter.
The starting point is consistent machine-level data capture. Once that foundation is in place, accurate ERP feeds, tighter scheduling, and faster response to disruptions all become achievable — and sustainable.
Frequently Asked Questions
What is real-time ERP data?
Real-time ERP data is operational information that updates automatically as events occur on the shop floor: production counts, machine status, job progress, cycle times. It replaces manual entry and end-of-shift batch uploads, so the system always reflects current conditions.
What are examples of real-time ERP data in manufacturing?
Examples include machine run/idle/down status, actual cycle times per part, job completion percentages, labor hours logged at the machine, scrap counts, and operator-reported conformance data. All of it is captured live and pushed to the ERP without manual input.
What is the difference between real-time ERP data and batch-processed ERP data?
Batch-processed data is collected and uploaded at intervals — end of shift or end of day — meaning decisions are made on information that can be hours old. Real-time data updates continuously, so the ERP reflects current shop floor conditions at any given moment.
How does real-time machine data improve ERP accuracy?
When machines report data automatically, the ERP eliminates errors from manual entry, missed updates, and operator estimates. Schedulers and managers get accurate job status, reliable production counts, and utilization rates that reflect what's actually happening on the floor — not what paperwork says happened hours later.
Can legacy CNC machines provide real-time data to an ERP system?
Yes. With the right connectivity solution, legacy CNC machines can transmit live data just like modern equipment. Excellerant connects older RS-232 and serial machines through serial communications or PLC intermediary devices, so shops don't need to replace equipment to eliminate their data blind spots.