
Introduction
On a busy plant floor, the gap between a machine stopping and someone noticing translates directly into unplanned downtime: missed deadlines, scrapped parts, and reactive scrambling across departments.
Most conversations about manufacturing communication focus on the human layer: shift huddles, radios, escalation chains. That layer matters, but its effectiveness depends entirely on whether real-time machine data is actually being captured, surfaced, and acted upon.
As manufacturing environments grow more complex — mixed machine fleets, multi-shift operations, tight delivery windows — that data foundation becomes the difference between proactive decisions and costly guesswork. A shop running 30 CNC machines across three shifts without automated machine visibility has no reliable picture of what's actually happening on the floor.
This article breaks down what an effective manufacturing communication system actually looks like at the operational level, the measurable advantages it delivers, and what consistently breaks down when that system is absent.
Key Takeaways
- An effective manufacturing communication system connects machines, operators, and management with real-time data—not just messages.
- The three biggest advantages: machine visibility, accurate shop floor-to-front-office data flow, and eliminating paper-based gaps.
- 70% of manufacturers still collect data manually, creating lag between what's happening on the floor and what the front office sees.
- IIoT machine monitoring and DNC software form the operational foundation that makes all other communication meaningful.
- Consistent use of real-time machine data is what separates shops that reduce downtime from those that only track it.
What Is a Manufacturing Communication System on the Plant Floor?
A manufacturing communication system is the combination of tools, protocols, and data flows that allow machines, operators, supervisors, and front-office teams to share production-critical information in real time—across shifts, departments, and systems.
On the plant floor specifically, this goes well beyond walkie-talkies or morning briefings. It includes:
- How CNC programs reach machines and which revision is running
- How machine status is monitored across the floor in real time
- How production data reaches scheduling, ERP, and quality systems
- How floor-level problems trigger the right response without delay
The real goal is a production floor that acts on accurate, live information. When communication breaks down, machines sit idle waiting for programs, supervisors chase status updates manually, and scheduling runs on stale data. Effective systems close that gap.
Key Advantages of an Effective Manufacturing Communication System
The advantages below focus on operational, measurable impact—what actually changes on the production floor and how those changes connect to the metrics manufacturers track: uptime, output accuracy, cost of quality, and delivery reliability.
Real-Time Machine Visibility Across the Floor
Without automated monitoring, supervisors discover stopped machines when someone physically walks past one. By then, the stoppage may already be an hour old.
An effective system gives supervisors and operators a live view of every machine's status — running, idle, in fault, or producing below expected rate — without manual checks or end-of-shift reports.
IIoT-connected monitoring captures this data directly from CNC machines regardless of make, model, or age, and displays it on dashboards showing current machine state, cycle counts, and downtime reasons in real time.
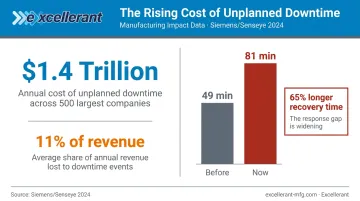
Why this matters financially: According to Siemens/Senseye's 2024 downtime report, unplanned downtime costs approximately $1.4 trillion annually across the world's 500 largest companies — roughly 11% of revenue. The same report found that average recovery time per incident rose from 49 to 81 minutes even as incident frequency declined, suggesting the problem isn't just how often machines stop. It's how long it takes to respond.
Real-time visibility collapses that response gap. When a machine enters a fault state and maintenance is notified instantly via mobile alert rather than through a supervisor who noticed it during a floor walk, a five-minute issue stays a five-minute issue.
When managers can see utilization across the floor in real time, they can also rebalance workloads, redirect operators, and avoid bottlenecks before they hit delivery schedules.
KPIs impacted:
- OEE (Overall Equipment Effectiveness)
- Machine uptime percentage
- Mean time to respond (MTTR)
- Idle time per shift
- Production throughput rate
This matters most in high-mix, multi-machine environments running dozens of CNCs across multiple shifts, and in facilities where legacy equipment has traditionally been a "black box." Excellerant connects any machine regardless of brand or control type, including equipment running RS-232 serial protocols and machines 20–40 years old, making visibility achievable without replacing existing equipment.
Accurate Shop Floor-to-Front-Office Data Flow
When scheduling and customer-facing teams work from stale production data, the results are predictable: overbooking, missed delivery commitments, and reactive expediting.
An effective communication system routes machine-generated production data — parts completed, cycle times, reject counts, actual labor hours — directly into ERP, scheduling, and quality systems in near real time, eliminating the manual entry step that introduces both lag and error.
The Manufacturing Leadership Council reported in 2024 that 70% of manufacturers still collect data manually, and Rockwell Automation's survey of 1,567 manufacturing decision-makers found that only 44% of collected manufacturing data is used effectively. Those two figures together describe a common reality: manufacturers have ERP systems, but what feeds them is often delayed, incomplete, or wrong.
The operational cost: When scheduling builds on inaccurate floor data, the corrections are expensive — overtime to recover missed output, emergency material orders, and customer conversations that erode delivery confidence. Accurate, automated data flow removes that correction cycle.
Excellerant's bi-directional ERP integration pushes real-time machine and operator data into platforms including SAP, Oracle, Epicor, JobBoss, and Global Shop Solutions — replacing manual labor tickets with automated actual-hours capture and eliminating the lag between floor reality and front-office visibility. As C&M Machine Products documented after deployment: "The accuracy of information that's coming into our ERP system is exponentially better than what it was before."

KPIs impacted:
- ERP data accuracy rate
- On-time delivery percentage
- Production forecast confidence
- Cost of expediting
- Schedule adherence
Contract manufacturers, aerospace and defense suppliers, and medical device shops feel this most acutely — delivery commitments and traceability requirements leave no room for data gaps between the floor and management systems.
Eliminating Paper-Based Communication Gaps
Paper-based communication introduces version control risk, delays, and information gaps that compound across shifts and machines. The common culprits: USB-transferred CNC programs, paper travelers, handwritten shift logs, and physical work instruction binders.
The specific risk with paper: there is no reliable way to confirm that the program running on a machine is the correct, current revision. A shop transferring programs via USB with no version control has no audit trail showing which revision ran on which machine and when.
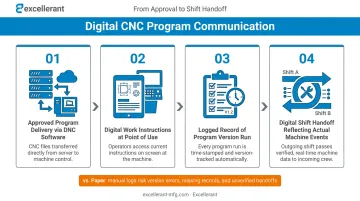
A digital communication system addresses this at every layer:
- The correct, approved CNC program version is delivered directly to the machine via DNC software
- Digital work instructions surface at the point of use
- A logged record captures what ran, when, and with what program version
- Shift handoffs reflect actual machine events rather than verbal summaries
Excellerant's DNC software includes a one-click revision compare feature that lets programmers verify changes between versions before deployment, paired with an optional Rev-Lock-Load feature that limits each CNC machine to a single program request and requires the program to be sent back to the server before a new program can be accessed. In regulated environments — aerospace, defense, medical — that level of document control isn't optional.
The ASQ notes that only 31% of manufacturers fully understand the impact of quality costs on their financial performance, which means scrap, rework, and nonconformance events are often undercosted. Running the wrong program revision on a CNC machine sits squarely in that category: it may not crash the machine, but it can produce out-of-spec parts that only surface at inspection, after the cost is already incurred.
KPIs impacted:
- Scrap and rework rate
- Program revision error incidents
- Changeover time
- Shift-to-shift continuity
- Non-conformance events
High-mix, low-volume shops where programs change frequently and regulated industries where document control is an audit requirement — not just good practice — have the least tolerance for paper-based gaps.
What Happens When Plant Floor Communication Breaks Down
When no effective system connects machines to operators to management, the plant defaults to reactive mode. This is what that looks like in practice:
- Downtime goes undetected until someone physically notices a stopped machine. By then, hours may have passed and downstream jobs are already affected.
- ERP production counts are guesses or late entries—scheduling and customer commitments are built on assumptions that don't match floor reality.
- CNC programs move via USB or email with no version control, increasing the risk that an outdated revision runs on the machine.
- Shift handoffs rely on verbal summaries—problems not mentioned in conversation are lost, and the incoming shift restarts from scratch.
- Continuous improvement stalls because without visibility into utilization and downtime patterns, management cannot identify which machines, processes, or operators are driving inefficiency.
These failures accumulate quietly. A missed fault notification here, a late data entry there, a wrong program revision on one machine — none triggers an alarm on its own. Across a multi-shift operation running dozens of machines, the combined effect shows up as chronic underperformance: lost throughput, missed delivery windows, and rework that no one can tie to a specific cause.
How to Get the Most Value from Your Manufacturing Communication System
Installing a manufacturing communication system is the starting point, not the outcome. Sustained value requires consistent application:
- Keep data flowing continuously. Sporadic collection or systems that skip certain machines create blind spots. Universal connectivity—across brands, ages, and protocols—is a prerequisite for a complete picture.
- Review insights on a scheduled cadence. Daily OEE reviews, weekly downtime analysis, shift-level exception reporting—captured data needs to drive decisions, not accumulate in a dashboard no one opens.
- Close the feedback loop. When machine data reveals a recurring downtime cause or a program version error, that finding needs to reach the person who can fix it, with enough context to act. Visibility without accountability is only marginally better than no visibility.
Conclusion
An effective manufacturing communication system on the plant floor is not defined by how many channels exist. It is defined by whether the right information reaches the right person or system fast enough to change an outcome.
These three advantages — machine visibility, floor-to-office data accuracy, and elimination of paper-based gaps — don't operate in isolation. Each one reinforces the next:
- Live machine data improves ERP accuracy
- Accurate ERP data drives better scheduling decisions
- Controlled program delivery reduces scrap and rework
Applied consistently, the gains compound. Plant managers gain the visibility to anticipate problems before they stop production — and the data to make confident commitments on delivery. That shift, from reactive to proactive, is what a well-built communication system actually delivers.
Frequently Asked Questions
How do you effectively communicate in a manufacturing environment?
Effective manufacturing communication requires both real-time machine data systems—monitoring, DNC, IIoT—and structured human communication channels like shift briefings and digital alerts. The foundation is ensuring machine status and production data reach decision-makers automatically, so human communication focuses on response and improvement rather than figuring out what is actually happening.
What are the key areas of effective communication on the plant floor?
The most critical areas are:
- Machine status visibility and real-time fault notification
- Program and instruction version control
- Shift-to-shift handoff accuracy
- Floor-to-ERP data flow
- Safety alert routing and closed-loop problem reporting
Breakdowns in any of these layers directly impact output, quality, and safety.
What should a manufacturing communication system include at the plant floor level?
Core components include:
- Machine connectivity for real-time data from any equipment
- DNC software for controlled program delivery
- Production monitoring dashboards
- ERP or scheduling system integration
- Alert routing to the right person when a machine or process goes off-plan
How does poor plant floor communication affect production output?
Poor communication allows downtime to go undetected, incorrect program versions to reach machines, and ERP data to drift from floor reality. The result is missed delivery commitments, higher scrap rates, and reactive scheduling that is expensive to unwind.
What is the difference between human communication and machine data communication on the plant floor?
Human communication covers operator-to-supervisor alerts, shift briefings, and team coordination. Machine data communication covers the automated flow of production counts, cycle times, fault codes, and program versions between equipment and management systems. Machine data is the operational foundation that keeps human decisions accurate and timely.


