For plant managers and maintenance teams, the question isn't whether to monitor machines — it's whether their current approach gives them enough lead time to act. Manual inspection rounds and route-based checks create coverage gaps that faults can slip through entirely.
This blog covers wireless machine monitoring as both a condition monitoring strategy and a plant safety tool: how it works on the manufacturing floor, what it prevents, and what separates effective deployments from expensive disappointments.
Key Takeaways
- Wireless sensors deliver continuous machine health data — vibration, temperature, load — with no cabling overhead
- Continuous monitoring catches developing faults between inspection rounds — when route-based checks would have missed them entirely
- EU-OSHA data shows repair and troubleshooting phases account for 72% of maintenance-related accidents — planned interventions are meaningfully safer
- Unplanned downtime costs industrial manufacturers an estimated $50B annually; condition-based maintenance can cut machine downtime by 30–50%
- Vendor experience, machine compatibility, and threshold configuration determine whether a monitoring program pays off
What Is Wireless Machine Monitoring?
Wireless machine monitoring is a system of sensors and software that continuously collects operational data from machines — vibration, temperature, spindle load, RPM, cycle status — and transmits it wirelessly to a central platform for real-time analysis. There's no manual data collection, no cabling runs, and no waiting for the next scheduled inspection.
The key distinction from traditional approaches is timing. Route-based inspection programs and handheld measurement tools produce snapshots. A technician walks the floor, takes a reading, notes it down, and moves on. The problem is that machine faults don't wait for the next scheduled visit. A bearing can progress from early-stage wear to imminent failure between rounds — and that window is where most unplanned breakdowns begin.
Continuous wireless monitoring closes that gap by building trend data over time rather than relying on isolated readings. When a vibration signature starts drifting, or a motor temperature climbs incrementally over two weeks, the system sees it. A quarterly inspection does not.
Wireless vs. Traditional Wired Systems
Permanently wired monitoring infrastructure is effective but expensive to deploy. Control Engineering has reported that cabling, conduit, and installation labor can account for up to 90% of the installed cost of conventional measurement technology.
For machines positioned mid-floor, on elevated structures, or in areas where running conduit is structurally impractical, wired approaches are often ruled out entirely.
Wireless sensors eliminate that barrier. Deployment requires mounting sensors at the right measurement points — no conduit, no trench work, no facility modification. The practical result is coverage across machines that would otherwise go unmonitored, without major cost overhead.
Key deployment advantages over wired infrastructure:
- No conduit runs, trench work, or facility modifications required
- Practical for mid-floor machines, elevated structures, and retrofit situations
- Scales to additional machines without proportional installation cost
- Faster deployment — sensors mount at measurement points and connect immediately

How Wireless Condition Monitoring Works on the Manufacturing Floor
The Data Collection Layer
Wireless sensors mount directly on machines at strategic measurement points — typically bearing housings, motor mounts, and spindle assemblies. They capture signals like vibration frequency and amplitude, surface temperature, and rotational speed. Modern sensors sample continuously or on configurable intervals, feeding a stream of data that builds meaningful trend history over days and weeks.
That trend data is what separates condition monitoring from alarm-only systems. A single high-vibration reading might be noise. The same reading appearing consistently over 10 days, while gradually climbing, is a developing fault.
Signal Transmission and Platform Architecture
Sensor data moves wirelessly from the machine to local gateways, then to cloud or on-premises software platforms where it's aggregated, visualized, and analyzed.
In real manufacturing environments, this isn't straightforward — shop floors are electromagnetically hostile. Motors, drives, and dense metalwork all degrade signal quality. Industrial-grade wireless protocols address this through mesh routing, channel hopping, and interference mitigation techniques designed specifically for production environments.
NIST has identified latency, reliability, and resilience to interference as the key technical challenges for industrial wireless systems — and purpose-built industrial protocols handle these far better than consumer WiFi.
The software layer converts raw sensor data into machine health trends, configurable alarms, and anomaly flags. Excellerant's platform pushes real-time notifications directly to mobile devices, so maintenance teams can check machine status from anywhere without walking the floor or pulling manual reports.
From Machine Data to Maintenance Action
When the system detects a threshold breach or anomaly trend, it alerts the relevant team member. That person can assess severity remotely, schedule corrective maintenance at a convenient window, and track the repair outcome — shifting the workflow from emergency response to planned intervention.
That value only holds, though, if every machine on the floor feeds data into the system. For shops running mixed fleets of new and legacy equipment, universal connectivity is non-negotiable. Excellerant's platform connects any machine regardless of brand, age, or protocol, including:
- Fanuc FOCAS
- HAAS MNET
- Mazak Mazatrol
- MTConnect and OPC-UA
- RS-232 serial connections for older equipment
This gives shops a single real-time view of the entire floor without replacing functional machines.
The Direct Connection Between Condition Monitoring and Plant Safety
Most serious shop floor safety incidents don't start as safety failures. They start as mechanical problems — bearing seizures, spindle failures, coolant system malfunctions, overheating — that escalate because no one detected them early enough to intervene.
By tracking vibration and temperature trends continuously, wireless monitoring identifies deviations long before catastrophic failure. Maintenance teams get a window to act when risks are still manageable: before damage propagates, before temperatures spike, before a failure becomes sudden and violent.
Why Unplanned Failures Are the Most Dangerous
Emergency breakdowns don't just cause downtime. They create conditions that lead to injuries.
According to EU-OSHA data, the repair phase alone accounts for 46% of maintenance-related accidents, with troubleshooting contributing another 26%. That puts nearly three-quarters of all maintenance accidents in unplanned corrective work. The same research found that 76% of accidents studied involved machines that were operating or restarting at the time of intervention.
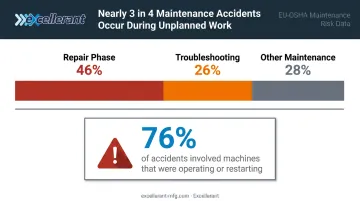
The reason is predictable: rushed repairs increase time pressure, reduce situational awareness, and put technicians in contact with energized equipment under conditions they wouldn't face during scheduled maintenance.
Wireless condition monitoring reduces this risk in two ways:
- Early detection — catching faults while they're still developing, so repairs happen on schedule rather than under emergency conditions
- Broader asset coverage — traditional inspection programs focus on the most critical machines, leaving mid-priority assets unmonitored. Those overlooked machines are often responsible for the incidents that catch teams off guard
Documentation and Compliance
Reducing unplanned failures is only part of the safety equation — continuous monitoring also generates the documentation record that regulated manufacturers depend on. For aerospace, defense, and medical device manufacturers, that record carries real compliance weight. Wireless systems create an automatic record of machine condition, alarm events, and maintenance responses — an audit trail that supports AS9100, ISO 9001, and CMMC compliance reviews.
Excellerant's platform includes per-machine event logging, standards-compliant revision control, and CMMC/NIST 800-171 support specifically designed for defense contractors handling Controlled Unclassified Information. When a compliance auditor asks for machine condition history from six months ago, that data is there and ready to pull.
Key Benefits of Wireless Machine Monitoring for Machine Shops
Reduced Unplanned Downtime and Maintenance Costs
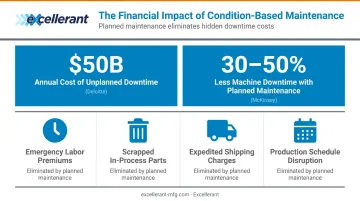
Deloitte estimates unplanned downtime costs industrial manufacturers $50 billion annually. McKinsey data puts the reduction potential from condition-based maintenance at 30–50% less machine downtime and 18–25% lower maintenance costs.
Those numbers reflect what happens when shops stop replacing components on fixed schedules or after failure, and start replacing them when actual condition data says it's time. When interventions are planned, these compounding costs all shrink:
- Emergency labor premiums
- Scrapped in-process parts
- Expedited shipping charges
- Production schedule disruption
Improved Production Forecasting
Continuous machine availability data eliminates the guesswork from production planning. When schedulers know which assets are healthy and which are approaching a maintenance window, they can build realistic schedules with confidence.
Excellerant's platform connects these directly: the finite dynamic scheduler pulls live machine status and OEE data from the monitoring platform, adjusting schedules against real shop-floor conditions rather than static assumptions. That link between machine health data and ERP accuracy is how wireless monitoring delivers front-office value alongside shop-floor value.
Extended Equipment Lifespan
Machines kept within healthy operating parameters through early fault intervention accumulate less cumulative wear. McKinsey's research estimates predictive maintenance approaches can increase machine life by 20–40%.
For capital-intensive CNC machining centers, that difference is significant. Deferring a $250,000 machine replacement by even two or three years frees up capital for other investments.
Common Pitfalls That Undermine Wireless Monitoring Programs
Alarm Fatigue
Misconfigured thresholds cause more deployment failures than any technical problem. When alert sensitivity isn't calibrated to actual machine operating conditions — varying loads, speeds, duty cycles across shifts — alarms become constant noise. Technicians stop treating them urgently. Then a genuinely dangerous condition triggers an alert that gets ignored.
Fewer, well-calibrated alarms outperform high-volume alerting consistently. ANSI/ISA-18.2 alarm management standards exist specifically because this problem is pervasive in industrial monitoring environments.
Treating Monitoring as Set-and-Forget
Wireless sensors require ongoing attention:
- Batteries need replacement on schedule
- Communication links must be verified periodically
- Mounting must remain secure through machine vibration over time
A sensor that drops offline creates a silent coverage gap. The platform shows normal readings — not because the machine is healthy, but because monitoring has stopped entirely. Teams develop false confidence from incomplete data.
Insufficient Integration with Maintenance Workflows
Data without action is just cost. If monitoring alerts sit in a dashboard that maintenance teams check inconsistently, or if findings don't flow into work orders and scheduling decisions, the program generates information without generating outcomes.
Before deployment, define clear ownership:
- Who receives alerts and at what threshold
- Who decides severity and response priority
- Who schedules and executes the repair
- How completion gets recorded and closed out
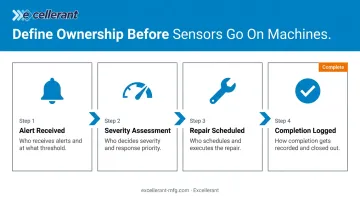
The workflow has to exist before the sensors go on the machines.
What to Look for in a Wireless Machine Monitoring Solution
| Evaluation Criteria | What to Assess |
|---|---|
| Machine compatibility | Can it connect legacy equipment via RS-232/serial? Which protocols does it support natively? |
| Wireless reliability | How does it perform with EMI, thick walls, multi-building layouts? Does it buffer data locally if connectivity drops? |
| Analytics quality | Does the platform provide actionable insights, or just raw data dashboards? |
| Vendor experience | Does the vendor understand machine tool behavior, not just networking? |
| Compliance support | Does the system generate audit-ready documentation for AS9100, ISO 9001, or CMMC? |
Vendor experience deserves closer attention than any other criteria on that list. Wireless machine monitoring isn't plug-and-play — implementation, threshold configuration, ongoing calibration, and troubleshooting all require deep knowledge of both machine behavior and industrial networking.
Excellerant's team has been connecting machine tools across hundreds of manufacturing plants since 1991, including developing the world's first wireless DNC connection to a machine tool in 2001 — a milestone later featured on the cover of Modern Machine Shop in 2006. That history matters when a shop is dealing with a mixed fleet of 1990s-era lathes, modern Fanuc CNCs, and everything in between.
Frequently Asked Questions
What types of machines can be wirelessly monitored?
Wireless monitoring applies to a wide range of equipment: CNC machining centers, motors, pumps, compressors, fans, and conveyors. Modern solutions accommodate both new machines with built-in connectivity and legacy equipment through retrofitted wireless sensors, regardless of age or control type.
Can wireless monitoring work on older or legacy CNC equipment?
Yes. Wireless sensors can be retrofitted to legacy machines without replacing the equipment. Solutions designed for universal compatibility — like Excellerant's platform — connect machines via RS-232 serial adaptors or PLC intermediary devices, covering any machine regardless of brand, age, or controller type.
How does wireless condition monitoring reduce unplanned downtime?
By tracking machine health trends continuously, the system detects developing faults early enough to schedule repairs before failure occurs. This shifts response from costly emergency interventions to planned, lower-risk maintenance — reducing both labor premiums and production disruption.
What is the difference between condition monitoring and predictive maintenance?
Condition monitoring is the ongoing process of collecting and observing machine health data. Predictive maintenance uses that data, often combined with analytics, to forecast when a failure is likely and schedule proactive action.
How does wireless machine monitoring directly improve plant safety?
Wireless monitoring reduces safety risk by detecting mechanical problems — bearing wear, overheating, vibration anomalies — before they escalate into sudden failures. It also enables planned maintenance interventions, which are significantly safer than emergency repairs performed under time pressure.
Is wireless machine monitoring difficult to implement in an existing facility?
Modern wireless sensors require no cabling, keeping installation disruption minimal. Successful deployment depends on proper sensor placement, accurate threshold configuration, and working with a vendor who understands both machine behavior and industrial networking.