That tension is real. Early ERP systems were built around push-based, batch-and-queue logic that works against lean's pull-based approach. Many shops still feel that conflict today, even when running modern ERP platforms. The good news: the two disciplines aren't fundamentally opposed. When ERP and lean are properly connected — especially with accurate, real-time shop floor data feeding the system — they reinforce each other.
This article covers the relationship between lean and ERP, how each of the five core lean tools maps to ERP capabilities, why real-time machine data is the missing link most shops overlook, and how to navigate the common obstacles that derail integration efforts.
Key Takeaways
- Lean defines how work should flow; ERP keeps inventory, scheduling, and purchasing aligned to sustain that flow at scale
- The five core lean tools — 5S, VSM, JIT/Kanban, Kaizen, and SMED — each have direct ERP counterparts
- Only 16% of manufacturers had real-time production visibility in 2024, creating a gap that undermines both lean and ERP
- Manual data entry is its own form of waste; automated machine monitoring closes the gap between shop floor reality and ERP planning
- Cultural resistance and poor data accuracy are the two most common reasons lean-ERP integrations stall
What Is Lean Manufacturing and Why Does It Matter?
Lean manufacturing is a production philosophy rooted in the Toyota Production System (TPS), which Toyota defines as built on the complete elimination of waste, with Just-in-Time and jidoka as its two structural pillars. The Lean Enterprise Institute describes TPS as delivering the best quality, lowest cost, and shortest lead time — all through systematic waste elimination.
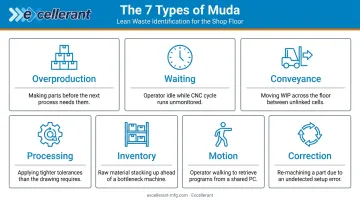
The Japanese term for waste is Muda. According to LEI's lexicon, Taiichi Ohno identified seven types:
| Waste | What It Looks Like on the Shop Floor |
|---|---|
| Overproduction | Making parts before they're needed |
| Waiting | Machines or operators idle between jobs |
| Conveyance | Unnecessary movement of materials |
| Processing | Steps that don't add customer value |
| Inventory | Excess WIP or raw material carrying costs |
| Motion | Unnecessary operator movement |
| Correction | Rework, scrap, and defect handling |
Every item on that list is money leaving the shop without a customer paying for it.
Rising Costs Make Waste Elimination Non-Negotiable
Margins are tighter than they've been in years. The NAM Q2 2024 Manufacturers' Outlook Survey put hard numbers on pressures most shop managers already feel:
- 49.77% of manufacturers cited rising raw material costs as a top challenge
- 67.6% flagged attracting and retaining qualified workers
When input costs climb and skilled labor is scarce, carrying waste isn't just inefficient — it directly erodes profitability.
Lean gives manufacturers a structured way to find and cut that waste continuously. The harder question is how to sustain that discipline at scale — which is where ERP systems enter the picture.
How ERP and Lean Manufacturing Work Together
The historical tension between ERP and lean is well-documented. As the Lean Enterprise Institute noted in its analysis of pull versus ERP, traditional ERP drives production from ship dates, while lean pull systems replenish in small lots based on actual consumption. The blunt summary from that piece: ERP "wants to run the shop floor over the pull system."
Modern ERP platforms have largely addressed this. SAP S/4HANA supports KANBAN-based replenishment as a consumption-triggered pull procedure, and Oracle Fusion Cloud SCM includes pull sequences and kanban card support for JIT replenishment. The two systems are no longer mutually exclusive, but getting them to work in concert requires intentional setup — particularly around replenishment logic and demand signal routing.
The practical mental model: lean sets the rules for how work should flow; ERP keeps the plan, inventory, purchasing, and production signals consistent enough to run that flow at scale.
ERP as the Single Source of Truth
Lean manufacturing depends on data accuracy. Overproduction happens when demand signals are wrong. Excess inventory builds when procurement runs on stale forecasts.
ERP serves as the authoritative record across procurement, production, inventory, and shipping — but only if the data going in is accurate and current. That accuracy requirement is why real-time machine data and automated shop floor inputs matter: manual data entry introduces lag and errors that undermine every downstream calculation the ERP makes.
How ERP Enables JIT Production
ERP's material requirements planning (MRP) engine, when configured with kanban or min-max replenishment logic, connects actual customer orders to purchasing and production triggers. Instead of pushing large batches based on forecast, the system responds to real consumption signals, reducing WIP and carrying costs without creating stockouts.
Key configuration requirements for ERP-enabled JIT:
- Set replenishment triggers based on actual consumption, not static safety stock levels
- Define kanban card quantities tied to real cycle times and takt time targets
- Connect customer order signals directly to production scheduling rather than through a separate forecast layer
- Limit batch sizes in the MRP settings to match lean lot-size targets
Value Stream Visibility and Kaizen Support
Real-time KPIs and production dashboards give managers the data they need to identify bottlenecks, track lead times, and measure on-time delivery. This visibility feeds Kaizen cycles directly. Without reliable data, continuous improvement becomes guesswork — teams debate perception rather than acting on evidence.
ERP dashboards become most useful when they're pulling live machine data rather than operator-entered records. When OEE, downtime events, and cycle times flow into ERP automatically, value stream analysis reflects what's actually happening on the floor.
Scalability Across Shifts and Departments
Lean principles can be applied manually in a small shop. Scaling them across multiple machines, departments, and shifts without losing consistency is where manual approaches break down.
ERP provides the structure that replaces tribal knowledge and manual tracking with repeatable, system-driven processes. Standard work, replenishment rules, and scheduling logic get embedded in the system rather than residing in any one person's head — which means they survive shift changes, turnover, and production ramp-ups.
The 5 Core Lean Manufacturing Tools and How ERP Enables Each
Lean manufacturing is a toolkit, and each tool has a distinct job. Knowing how ERP supports each one helps manufacturers configure their systems around what actually drives waste reduction — not just general best practices.
5S (Sort, Set in Order, Shine, Standardize, Sustain)
5S establishes the organized, standardized workplace that makes visual management possible. On its own, it's a physical discipline — labeled bins, clean workstations, visible standards. ERP reinforces it at the system level by standardizing:
- Part numbers and bill-of-materials structure
- Work instructions and routing procedures
- Job documentation delivered through shop floor interfaces
This extends process consistency beyond what's posted on the wall.
When operators receive job instructions through an integrated shop floor interface that pulls live data from the ERP, the standard work isn't just documented — it's delivered.
Value Stream Mapping (VSM)
VSM visualizes every step a product takes from raw material to finished goods, exposing non-value-added steps. ERP digitizes this flow by tracking each production stage, recording timestamps, and surfacing where time or materials are consumed without adding value.
Platforms that capture machine-level run time, idle time, and downtime by job make VSM analysis continuous rather than a periodic exercise. At Raymond Hadley Corporation, VSM-driven lean changes contributed to an 80% reduction in order processing time, according to NIST MEP documentation.
Just-In-Time (JIT) and Kanban
JIT means producing only what's needed, when it's needed, in the quantity needed. ERP operationalizes this through MRP logic tied to actual demand signals rather than static forecasts.
Kanban modules in ERP use consumption-based triggers — when a bin empties or inventory hits a minimum threshold, the system generates a replenishment signal automatically. At Island Components Group, kanban-based feeder lines drove WIP down from 717 to 156 pieces while daily output rose from 75 to 120 units, per NIST MEP.
Kaizen (Continuous Improvement)
Kaizen is a culture of incremental, ongoing improvement driven by data. Without objective measurement, though, improvement is just guesswork. ERP provides the performance data — scrap rates, cycle times, downtime categories, on-time delivery — that Kaizen events need to identify opportunities and confirm whether changes are working.
At Duro-Last, two Kaizen events produced a 5% scrap reduction, 50% changeover time reduction, and 25–30% improvement in converter efficiency, documented by NIST MEP.
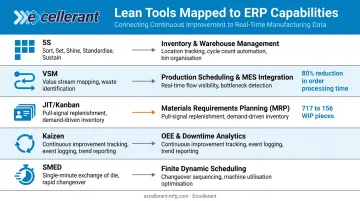
SMED (Single-Minute Exchange of Die)
SMED targets machine changeover time, with the goal of reducing it to under 10 minutes. Shorter changeovers make smaller batch sizes economically viable — which directly supports JIT and pull-based production.
ERP's scheduling module supports SMED in two concrete ways:
- Job sequencing: Groups similar setups to minimize changeover complexity between runs
- Real-time response: When connected to live machine status, the scheduler reorders the queue around unplanned downtime instead of leaving transitions to guesswork
Why Real-Time Shop Floor Data Is the Missing Link
ERP and lean only deliver on their promises when system data reflects what's actually happening on the floor. When job progress is entered manually or reported hours after the fact, the ERP's production signals become unreliable — and lean's waste-reduction logic collapses.
The data gap is broader than most managers realize. A 2024 Zebra Technologies study found that only 16% of manufacturers had real-time visibility into production processes. Rockwell Automation's 2024 State of Smart Manufacturing report found that manufacturers effectively use just 44% of the data they collect.
Manual Entry as Its Own Form of Waste
Manual data entry creates waste in the lean sense — operators stop production to log information, data arrives hours late, and discrepancies accumulate between what the ERP shows and what machines are actually doing. The downstream effects include:
- Poor scheduling decisions based on outdated job status
- Inaccurate inventory counts that trigger wrong replenishment signals
- Missed maintenance windows that compound into unplanned downtime
- Scrap and rework that doesn't get captured until the next shift
How IIoT Machine Monitoring Closes the Gap
Automated machine monitoring solves this by capturing cycle times, utilization, and downtime data directly from equipment, with no operator input required for core production metrics.
The right platform needs to handle any mix of equipment without requiring machine replacements. Excellerant's machine data collection platform connects modern CNCs via ethernet, WiFi, MTConnect, OPC-UA, Fanuc FOCAS, HAAS MNET, or Mazak Mazatrol, and legacy equipment via RS-232 serial or PLC adapters, all feeding into a unified cloud platform.
That data flows into ERP systems in real time through bi-directional integration with platforms including SAP, Oracle, Epicor, JobBoss, and Global Shop Solutions.
Shop floor teams notice the difference quickly. Rory Miller from McMellon Bros. described it this way: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it." Dan Villemaire from C&M Machine Products reported: "The accuracy of information that's coming into our ERP system is exponentially better than what it was before."
From Data to Lean Outcomes
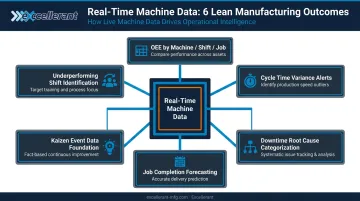
When accurate machine data flows into ERP continuously, manufacturers can:
- Calculate real OEE by machine, shift, and job — not estimates
- Measure actual cycle times against standards and flag variances immediately
- Break downtime into specific categories (personnel, material, tooling, machine fault) and trace root causes
- Forecast job completion from current performance data rather than scheduled assumptions
- Run Kaizen events on objective, timestamped production records rather than recalled estimates
- Identify underperforming shifts or machines before they become scheduling problems
This is what connects lean's improvement logic to the scale that ERP is built to handle.
Overcoming Common Challenges in ERP-Lean Integration
Cultural Resistance
Cultural resistance is the most common implementation obstacle — and it surfaces before a single workflow is configured. Lean requires a genuine shift toward continuous improvement, and ERP adds another layer of process change on top of that. The combination can feel overwhelming to shop floor operators and front-office staff alike.
Key factors that determine whether adoption succeeds:
- Leadership alignment before any configuration begins
- Early involvement of floor operators in defining workflows, not just receiving training
- Clear communication about what the system is meant to solve (and its limitations)
Panorama Consulting's 2024 ERP Report, analyzing 131 respondents, found that 14.5% of ERP implementation respondents didn't plan to measure productivity or efficiency gains — a signal that benefit expectations weren't set clearly going in.
Legacy Systems and Phased Integration
Many manufacturers run a mix of equipment spanning multiple decades alongside outdated software. A phased approach reduces implementation risk. A practical sequencing:
- Start with machine connectivity and monitoring — establish real-time visibility before tackling scheduling or ERP integration
- Add ERP data integration — once machine data is clean and reliable, connect it to inventory and production planning
- **Layer in scheduling and advanced analytics** — finite scheduling and Kaizen dashboards become more useful once the data foundation is solid
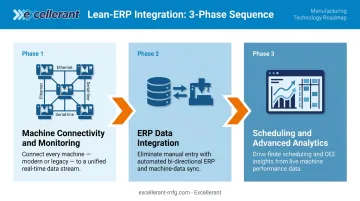
The hardware and software infrastructure built in phase one carries forward — Excellerant's DNC and machine monitoring licenses run on the same hardware platform, so adding capabilities doesn't require replacing equipment.
Cost Concerns and ROI
ERP and IIoT implementation require upfront investment. The Panorama 2024 report found a median enterprise software project cost of $450,000 across industries, with a median project duration of 15.5 months. Manufacturing-specific figures vary.
That figure only makes sense when weighed against the ongoing cost of doing nothing. Unplanned downtime, excess inventory, scrap, and non-value-added manual labor carry real dollar costs that accumulate every quarter. As data quality improves and teams build fluency with the system, the ROI compounds — making the case stronger over time, not weaker.
Frequently Asked Questions
How are ERP systems related to lean principles?
ERP provides the data infrastructure (accurate inventory records, production scheduling, and demand signals) that lean principles require to function reliably at scale. Lean defines how work should flow; ERP keeps that flow consistent across procurement, production, and shipping without relying on manual tracking or undocumented institutional knowledge.
What are the 5 lean manufacturing tools?
The five core tools are 5S, Value Stream Mapping (VSM), Just-In-Time/Kanban, Kaizen, and SMED. Each targets a specific source of waste or inefficiency, and modern ERP systems have modules or configurations that support all five when connected to accurate shop floor data.
What are the five ERP modules most relevant to lean manufacturing?
The five core areas are production planning and scheduling, inventory management, procurement and purchasing, quality management, and maintenance (CMMS). Together, these modules give manufacturers the real-time visibility lean requires. Accurate, timely data inputs are what make that visibility actionable.
Can lean manufacturing work without ERP?
Yes, especially in smaller shops where operations are simple enough to manage manually. But sustaining and scaling lean improvements without a system to track KPIs, automate replenishment, and maintain data accuracy becomes increasingly difficult as order volume, machine count, and team size grow.
What is the biggest challenge when combining ERP with lean manufacturing?
Data accuracy. If information entering the ERP is unreliable — due to manual entry delays, disconnected machines, or inconsistent reporting — lean's pull-based signals break down. The result is flawed scheduling decisions and incorrect inventory signals, eroding the reliable data flow that lean depends on.
How does real-time machine data improve lean manufacturing outcomes?
Real-time machine data eliminates the delay and inaccuracy of manual reporting, giving ERP accurate inputs for scheduling, OEE tracking, and maintenance planning. Better inputs mean less downtime waste, more reliable production forecasts, and a tighter feedback loop between the shop floor and front office.